




Устранение нитей stringing на модели при 3D-печати
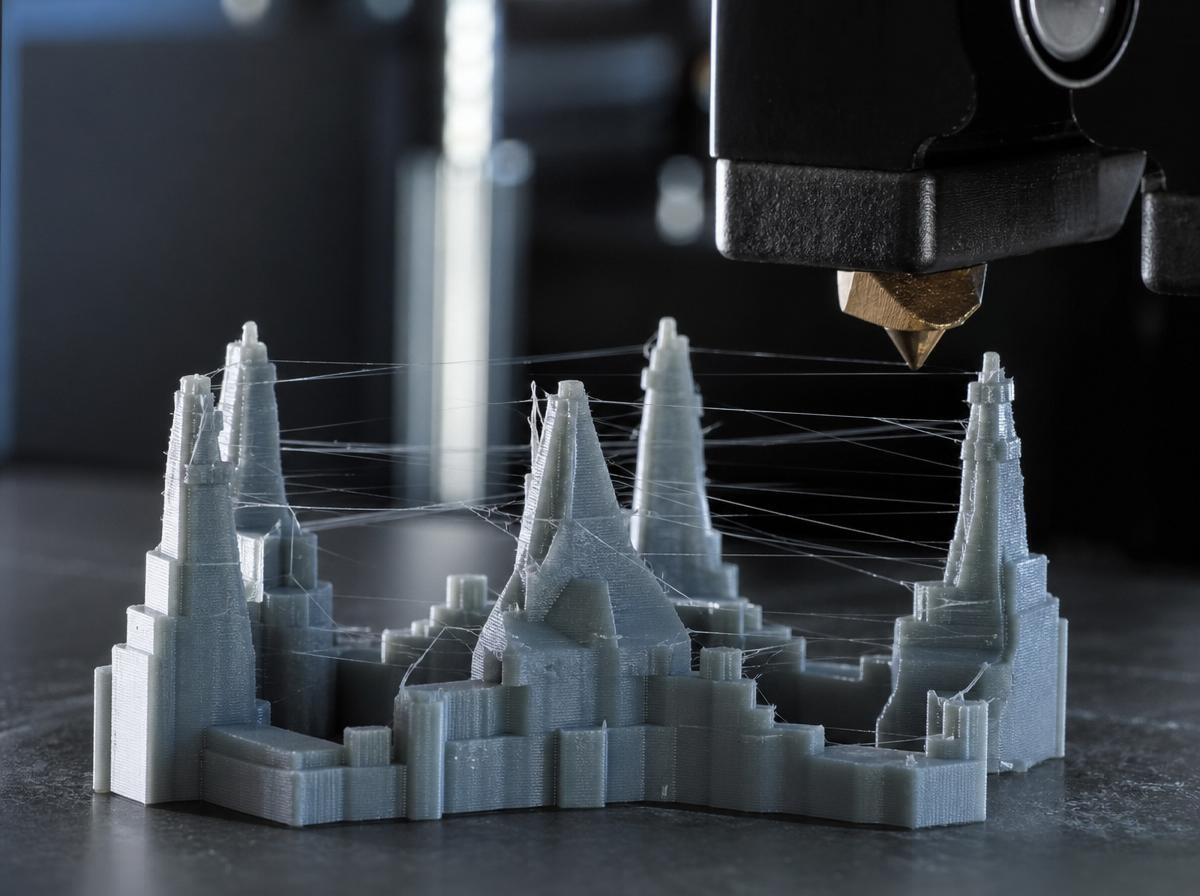
Stringing в 3D-печати - одна из самых распространенных проблем при работе с FDM и FFF-принтерами. На готовой модели появляются тонкие пластиковые нити, похожие на паутину, волоски или вытянутые следы между отдельными элементами детали. Иногда такой дефект почти незаметен и легко убирается вручную, но в более сложных случаях он портит внешний вид изделия, снижает качество поверхности и увеличивает время постобработки.
Для любительской печати небольшое количество нитей может не быть критичным. Но если модель нужна для презентации, сборки, функционального тестирования, мастер-модели или последующего литья пластика, качество печати становится особенно важным. В таких задачах устранение нитей stringing на модели помогает получить аккуратную поверхность, точную геометрию и профессиональный результат.
Компания 3DROOM предоставляет услуги по 3D-печати и литью пластика, поэтому качество поверхности, стабильность параметров и правильная подготовка модели имеют большое значение на каждом этапе производства. Ниже разберем, почему появляются нити при 3D-печати, какие настройки влияют на stringing и как уменьшить количество пластиковых волосков на готовой детали.
Что такое stringing в 3D-печати
Stringing - это дефект, при котором расплавленный пластик продолжает вытекать из сопла во время холостого перемещения печатающей головки. В этот момент принтер не должен подавать материал, но из-за давления в хотэнде, высокой температуры или неправильных настроек пластик все равно тянется за соплом.
В результате между разными частями модели появляются тонкие нити. Они могут быть едва заметными или, наоборот, образовывать густую пластиковую паутину.
Чаще всего stringing проявляется так:
- тонкие волоски между стенками детали;
- пластиковая паутина внутри отверстий;
- нити между несколькими объектами на столе;
- маленькие капли на поверхности;
- ворсинки на выступах и вертикальных элементах;
- следы пластика в местах холостых перемещений сопла.
Особенно часто stringing появляется на моделях со сложной геометрией: башнями, колоннами, отверстиями, разнесенными деталями, декоративными элементами и большим количеством перемещений без экструзии.
Почему появляются нити при 3D-печати
Чтобы правильно убрать stringing, нужно понять причину дефекта. Обычно проблема возникает не из-за одного параметра, а из-за сочетания нескольких факторов. Например, слишком высокая температура может усиливать эффект влажного филамента, а неправильно настроенный ретракт делает нити еще заметнее.
Основные причины stringing:
- высокая температура сопла;
- неправильная настройка ретракта;
- слишком медленные холостые перемещения;
- влажный филамент;
- загрязненное сопло;
- изношенное сопло;
- неподходящий обдув;
- слишком высокая текучесть материала;
- ошибки в настройках слайсера;
- нестабильная подача пластика.
Устранение stringing лучше начинать с базовых проверок. Не стоит сразу менять все параметры печати. Гораздо эффективнее корректировать настройки по одной и после каждого изменения печатать небольшой тест.
Настройка ретракта
Ретракт - это втягивание филамента назад перед тем, как печатающая головка перемещается без подачи пластика. Благодаря ретракту давление в сопле снижается, и расплавленный материал меньше вытекает наружу.
Правильная настройка ретракта - один из главных способов убрать нити при 3D-печати.
Основные параметры ретракта:
- длина ретракта;
- скорость ретракта;
- минимальное расстояние для срабатывания ретракта;
- количество ретрактов на определенном участке;
- поведение ретракта при смене слоя.
Длина ретракта
Для Direct-экструдера длина ретракта обычно меньше, потому что механизм подачи находится близко к хотэнду. В большинстве случаев используются небольшие значения, примерно от 0,5 до 2 мм.
Для Bowden-систем длина ретракта чаще больше, так как филамент проходит через длинную трубку. В таких принтерах могут использоваться значения от 3 до 6 мм и выше, если это допускает конструкция.
Слишком маленький ретракт не убирает давление в сопле, поэтому пластик продолжает вытекать. Слишком большой ретракт может привести к пробкам, щелчкам экструдера, недоэкструзии и нестабильной подаче.
Скорость ретракта
Скорость ретракта тоже влияет на устранение нитей stringing на модели. Если втягивание слишком медленное, пластик успевает выйти из сопла. Если скорость слишком высокая, подающий механизм может стачивать филамент или пропускать шаги.
Оптимальное значение подбирается тестами. Лучше начать со средних параметров, рекомендованных для конкретного принтера и материала, а затем постепенно корректировать их.
Температура сопла
Слишком высокая температура - одна из самых частых причин stringing. Чем сильнее разогрет пластик, тем более жидким он становится. В таком состоянии он легче вытекает из сопла даже без активной подачи.
Если модель покрыта тонкими волосками, а поверхность выглядит слишком глянцевой, мягкой или немного оплывшей, стоит снизить температуру сопла на 5-10 градусов и напечатать тест заново.
Но снижать температуру нужно аккуратно. Если она будет слишком низкой, могут появиться другие проблемы:
- плохое спекание слоев;
- слабая прочность детали;
- шероховатая поверхность;
- пропуски подачи;
- треск экструдера;
- недоэкструзия.
Правильная температура должна обеспечивать чистую поверхность, стабильную подачу и хорошую межслойную адгезию.
Влажный филамент
Даже хорошо настроенный принтер может давать stringing, если пластик набрал влагу. Многие материалы впитывают воду из воздуха. При нагреве влага превращается в пар, из-за чего пластик начинает пузыриться, шипеть и выходить из сопла неравномерно.
Признаки влажного филамента:
- потрескивание во время печати;
- пузырьки в выходящем пластике;
- хаотичные тонкие нити;
- шероховатая поверхность;
- слабая прочность модели;
- нестабильная экструзия.
Особенно чувствительны к влаге PETG, Nylon, TPU, PVA и инженерные пластики. PLA тоже может впитывать влагу, хотя обычно делает это медленнее.
Если есть подозрение на влажный материал, устранение stringing нужно начинать не с ретракта, а с просушки филамента. Для этого используют сушилки для пластика, дегидраторы или специальные режимы с контролируемой температурой. После сушки катушку лучше хранить в герметичном контейнере с силикагелем.
Скорость холостых перемещений
Холостые перемещения - это движения печатающей головки без подачи пластика. Чем дольше сопло перемещается между участками модели, тем больше времени у расплавленного материала, чтобы вытечь и образовать нить.
Увеличение скорости холостых перемещений часто помогает уменьшить stringing в 3D-печати. Сопло быстрее проходит открытый участок, и пластик не успевает вытянуться в длинную паутинку.
Но слишком высокая скорость тоже может навредить. Возможные проблемы:
- вибрации;
- смещение слоев;
- звон на стенках;
- снижение точности;
- ухудшение качества мелких деталей.
Поэтому скорость travel moves нужно повышать постепенно. Если механика принтера исправна, ремни натянуты правильно, а стол стабилен, умеренное увеличение скорости может заметно улучшить качество печати.
Обдув модели
Охлаждение влияет не только на нависания и мосты, но и на образование нитей. Если пластик долго остается мягким после выхода из сопла, он легче растягивается и цепляется за соседние участки модели.
Для PLA обычно используют активный обдув. Он помогает быстрее стабилизировать материал и уменьшить количество волосков.
Для PETG обдув подбирают осторожно. Слишком слабое охлаждение может усилить stringing, а слишком сильное ухудшить прочность слоев.
Для ABS и ASA обдув чаще делают минимальным, так как этим материалам нужна стабильная температура и защита от сквозняков.
Если после замены вентилятора или воздуховода нити стали появляться чаще, нужно проверить, куда направлен поток воздуха. Иногда вентилятор работает, но охлаждает не зону выхода пластика, а соседнюю область.
Настройки слайсера для устранения stringing
Современные слайсеры позволяют гибко управлять перемещениями, ретрактом и поведением сопла. Для устранения нитей stringing на модели стоит проверить несколько полезных функций.
Combing
Combing заставляет сопло перемещаться внутри уже напечатанных областей, когда это возможно. Благодаря этому возможные нити остаются внутри детали и меньше заметны на внешней поверхности.
Эта настройка особенно полезна для декоративных изделий, корпусов и моделей, где важен внешний вид.
Z-hop
Z-hop поднимает сопло во время перемещений. Такая настройка помогает избежать задевания модели, но иногда может усилить stringing. Перемещение становится длиннее, а пластик получает больше времени для вытекания.
Если после включения Z-hop количество нитей увеличилось, стоит уменьшить высоту подъема или временно отключить эту функцию.
Coasting
Coasting прекращает подачу пластика немного раньше окончания линии. Давление в сопле используется для завершения участка печати. При правильной настройке это помогает уменьшить капли и нити.
Но слишком большое значение coasting может вызвать разрывы линий, пустоты и недоэкструзию.
Wipe
Wipe заставляет сопло слегка пройтись по уже напечатанной траектории перед перемещением. Это помогает снять лишний пластик с кончика сопла и уменьшить вероятность образования нитей.
Минимальное расстояние ретракта
Иногда слайсер не выполняет ретракт на коротких перемещениях. Если таких перемещений много, внутри детали могут появляться мелкие нити. Уменьшение минимального расстояния ретракта помогает решить эту проблему.
Но чрезмерно частый ретракт может привести к износу филамента, щелчкам экструдера и нестабильной подаче.
Особенности разных пластиков
Одинаковые настройки не подходят для всех материалов. Чтобы убрать stringing, нужно учитывать свойства конкретного пластика.
PLA
PLA обычно проще всего настраивается. Для него часто достаточно правильной температуры, активного обдува и умеренного ретракта.
Если PLA тянет нити, сначала стоит проверить:
- температуру сопла;
- скорость ретракта;
- длину ретракта;
- обдув;
- влажность филамента.
PETG
PETG часто сильнее склонен к stringing, чем PLA. Он более вязкий, липкий и легко цепляется за сопло.
Для PETG обычно помогают:
- снижение температуры;
- сухой филамент;
- точная настройка ретракта;
- чистое сопло;
- умеренный обдув;
- правильная скорость перемещений.
TPU
Гибкие материалы сложнее контролировать из-за эластичности. TPU может плохо реагировать на слишком большой ретракт и высокую скорость подачи.
Для TPU часто используют:
- низкую скорость печати;
- небольшой ретракт;
- стабильную подачу;
- короткий тракт филамента;
- аккуратные настройки слайсера.
ABS и ASA
ABS и ASA обычно меньше склонны к мелким волоскам, чем PETG, но требуют стабильных условий печати. Для них важны закрытая камера, правильная температура и отсутствие сквозняков.
Если нити все же появляются, стоит проверить температуру сопла, состояние материала и чистоту хотэнда.
Nylon
Nylon сильно впитывает влагу. Для него сушка филамента часто важнее тонкой настройки слайсера. Влажный нейлон может шипеть, пузыриться и сильно тянуть нити даже на хорошо настроенном принтере.
Проверка сопла и хотэнда
Иногда stringing связан не с параметрами печати, а с техническим состоянием печатающего узла. Загрязненное, изношенное или частично забитое сопло может давать нестабильную подачу и оставлять лишний пластик на модели.
Что нужно проверить:
- нет ли нагара на сопле;
- не скапливается ли пластик на внешней стороне сопла;
- нет ли течи выше нагревательного блока;
- плотно ли установлено сопло;
- не изношено ли отверстие сопла;
- нет ли люфта в экструдере;
- правильно ли прижата шестерня подачи;
- не повреждена ли Bowden-трубка.
Если пластик налипает на сопло, он может переноситься на модель и вытягиваться в тонкие нити. Регулярная очистка хотэнда помогает сохранить стабильное качество печати.
Как правильно тестировать настройки
Лучший способ устранения stringing - последовательная настройка на тестовых моделях. Не стоит проверять параметры на крупной детали, которая печатается несколько часов. Лучше использовать небольшие тесты с двумя или несколькими башнями.
Оптимальный порядок проверки:
- Проверить сухость филамента.
- Очистить сопло.
- Напечатать температурную башню.
- Выбрать минимальную рабочую температуру с хорошей прочностью слоев.
- Настроить длину ретракта.
- Подобрать скорость ретракта.
- Проверить скорость холостых перемещений.
- Настроить обдув.
- Проверить дополнительные функции слайсера.
- Напечатать финальный тест.
Важно менять только один параметр за раз. Если одновременно изменить температуру, ретракт, скорость и обдув, будет сложно понять, что именно помогло.
Как убрать нити после печати
Если модель уже напечатана, а нити остались, их можно удалить вручную. Способ зависит от материала, толщины нитей и назначения детали.
Для удаления stringing используют:
- мягкую щетку;
- пинцет;
- канцелярский нож;
- аккуратную шлифовку;
- кратковременный нагрев феном;
- постобработку поверхности.
При использовании фена важно не перегреть модель. Тонкие стенки, мелкие элементы и декоративные детали могут деформироваться от высокой температуры.
Если модель нужна для дальнейшего литья пластика, к постобработке нужно относиться особенно аккуратно. Любые неровности, волоски и капли могут повлиять на качество формы или увеличить время подготовки поверхности.
Когда лучше заказать профессиональную 3D-печать
Устранение stringing можно выполнить самостоятельно, если есть время на тесты и настройку оборудования. Но при сложной геометрии, инженерных материалах, мелких сериях или деталях под производство ошибка в параметрах может привести к браку.
Профессиональная 3D-печать помогает избежать лишних итераций и получить стабильный результат. Специалисты подбирают материал, ориентацию модели, настройки печати и постобработку под конкретную задачу.
Это особенно важно, если деталь должна быть:
- точной по размерам;
- прочной;
- аккуратной внешне;
- пригодной для сборки;
- готовой к презентации;
- подходящей для последующего литья пластика.
3DROOM выполняет услуги по 3D-печати и литью пластика для прототипов, функциональных изделий, мастер-моделей и небольших партий. Такой подход позволяет получить качественные детали без долгой самостоятельной настройки оборудования.
Итоги
Stringing в 3D-печати появляется, когда расплавленный пластик вытекает из сопла во время холостых перемещений. Чаще всего причина связана с высокой температурой, неправильным ретрактом, влажным филаментом, медленными перемещениями или загрязненным соплом.
Чтобы выполнить устранение нитей stringing на модели, начните с базовых шагов:
- проверьте сухость филамента;
- очистите сопло;
- снизьте температуру печати;
- настройте ретракт;
- увеличьте скорость холостых перемещений;
- проверьте обдув;
- используйте тестовые модели;
- меняйте настройки по одной.
Последовательная настройка помогает быстро найти причину дефекта и добиться чистой поверхности. А если деталь нужна для бизнеса, производства, презентации или дальнейшего литья пластика, лучше доверить печать специалистам.




