




Введение
Печать из ABS - одна из наиболее востребованных технологий в сфере аддитивного производства. ABS пластик сочетает хорошую прочность, термостойкость и приемлемую цену, что делает его популярным среди любителей и профессионалов 3D печати. Однако у него есть свои сложности и «подводные камни», которые стоит учитывать. В этой статье вы найдете практические советы печати ABS, узнаете об предостережениях ABS и получите рекомендации, как улучшить качество ваших изделий.
Что такое ABS пластик и его особенности
Химические и физические характеристики
ABS (акрилонитрил-бутадиен-стирол) - это термопластичный полимер, который при расплавлении становится пластичным и затем застывает в прочный твердый материал. Он обладает хорошей устойчивостью к ударам, умеренной жаропрочностью и устойчивостью к абразии.
Преимущества ABS
- Высокая механическая прочность и износостойкость.
- Умеренная устойчивость к температурам (до ~ 80-100 °C в зависимости от марки).
- Возможность последующей обработки - шлифовки, сварки ацетоном, покраски.
- Относительно невысокая стоимость сырья.
Недостатки и слабые места
- Склонность к деформации (усадке, короблению) при охлаждении.
- Плохое сцепление с поверхностью печати, особенно на холодной платформе.
- Выделение запахов и возможность токсичных паров при перегреве - требуется вентиляция.
- Требовательность к стабильности температуры экструдера и платформы.
Подготовка оборудования
Нагретая платформа (хаттера)
Для успешной 3D печати ABS обязательна нагретая платформа (heated bed). Температура платформы лучше держать в диапазоне 90-110 °C. Это помогает снизить внутренние напряжения и уменьшить риск отслаивания краёв.
Закрытая камера / корпус принтера
Избежать резкого перепада температур в рабочей зоне помогает закрытая камера или кожух. Это снижает риск растрескивания и коробления - особенно на крупных деталях.
Качественный экструдер и температурная стабильность
Экструдер должен поддерживать стабильную температуру в диапазоне 230-260 °C (в зависимости от марки ABS). Не допускайте перегрева - он может привести к перегару пластика и ухудшению качества. Убедитесь, что термодатчик хорошо откалиброван.
Подготовка поверхности платформы
Обеспечьте хорошее сцепление первого слоя:
- Используйте клей-карандаш, PVA, ABS-жидкость (раствор ABS в ацетоне) или специальные адгезивные покрытия.
- Можно применять пленку Kapton, PEI, BuildTak и др.
- Поверхность должна быть идеально выровнена и чиста от пыли и жиров.
Настройки печати: советы печати ABS
Температура экструдера
- Рекомендуемый температурный диапазон: 230-260 °C - зависит от бренда ABS.
- Начните с 240 °C и корректируйте в зависимости от поведения пластика.
- При недостаточной температуре возможно плохое сплавление слоёв, при избыточной - нити станут текучими, появятся пряди и неровности.
Температура стола
- 90-110 °C обычно достаточна.
- Можно также прогревать платформу в два этапа: сначала 110 °C, затем снижать на 5-10 °C после первых слоёв, если деталь прочно удерживается.
Скорость печати
- Рекомендуемая скорость: 40-60 мм/с.
- Для мелких деталей или тонких стенок - снизьте скорость до 30-40 мм/с, чтобы улучшить качество.
- Ускорение и джерк следует ограничить, чтобы не спровоцировать вибрации.
Толщина слоя и ретракция
- Толщина слоя: 0,1-0,2 мм - тонкий слой даст более гладкую поверхность, но увеличит время.
- Ретракция: 1-2 мм (для прямого экструдера) или 3-5 мм (для Bowden) - настройте, чтобы минимизировать нити и «паутину».
Охлаждение
- Охлаждение (fan) использовать минимально или вовсе отключить на первых слоях.
- Если охлаждение применяется - ставьте вентилятор на 10-20 % мощности, чтобы не вызывать резкие перепады температур.
Первые слои и обводка
- Сделайте «скошенный» периметр (brim) на первых 3-5 мм, или используйте рафт (raft) для улучшения сцепления.
- Первый слой лучше печатать медленно - например, 20-30 мм/с для надёжной укладки пластика.
Предостережения ABS: на что обратить внимание
Коробление и деформация
ABS при остывании может сокращаться, выталкивать углы вниз, особенно у деталей с большим основанием или тонкими стенками. Используйте:
- Бримоы или рафты.
- Постепенное остывание в закрытой камере.
- Удержание платформы тёплой после завершения печати, чтобы деталь не столкнулась с резким охлаждением.
Трещины внутри модели
Неправильные температурные перепады могут привести к внутренним трещинам. Избегайте частых выключений вентилятора, сквозняков, резкого изменения температуры камеры.
Перегрев, перегар и запахи
Важно не перегревать ABS: при температуре выше нормы могут образовываться сажа и токсичные вещества. Используйте вытяжку или вентиляцию.
Неполное сцепление первого слоя
Если первый слой плохо прилипает, возможны отслоения на дальнейших слоях. Проверьте выравнивание платформы, чистоту поверхности, наличие адгезива, правильную высоту слоя.
Засорение сопла
Если пластик находится в горячем состоянии слишком долго (например, в режиме ожидания), он может перегореть и вызвать засоры. Для длительных перерывов - пусть принтер немного остывает либо удалите филамент.
Усадка пластика
ABS может уменьшаться в объёме при застывании. При больших деталях это важно учитывать - проектируйте компенсацию усадки (~0,2-0,5 % в зависимости от модели пластика).
Влияние влаги
ABS впитывает влагу из воздуха, что может приводить к пузырам и плохому качеству. Храните катушки в сухости (с силикагелем или в герметичных контейнерах). Перед печатью можно просушить пластик при 80 °C в течение пары часов.
Советы улучшения качества при печати из ABS
Настройка калибровки
Проведите тщательную калибровку шагов экструдера (E-steps), температуры, подачи пластика.
Использование обогрева камеры
Встроенный подогрев камеры (например, до 40-50 °C) снижает температурный градиент и уменьшает деформации.
Гибридные адгезивные средства
Можно комбинировать клей-карандаш + ABS-жидкость или PVA, чтобы усилить сцепление первого слоя.
Поддержка при сложных геометриях
Для нависающих участков применяйте опоры (supports) с минимальным контактом, чтобы легко убрать.
Обработка после печати
- Легкое шлифование: используйте мелкозернистую наждачную бумагу.
- Обработка ацетоном (паровая или лёгкое покрытие) для сглаживания поверхности.
- Грунтовка и покраска после полного высыхания детали.
Температура постепенного остывания
Выключите вентилятор и нагрев платформы постепенно - дайте детали медленно остыть вместе с принтером.
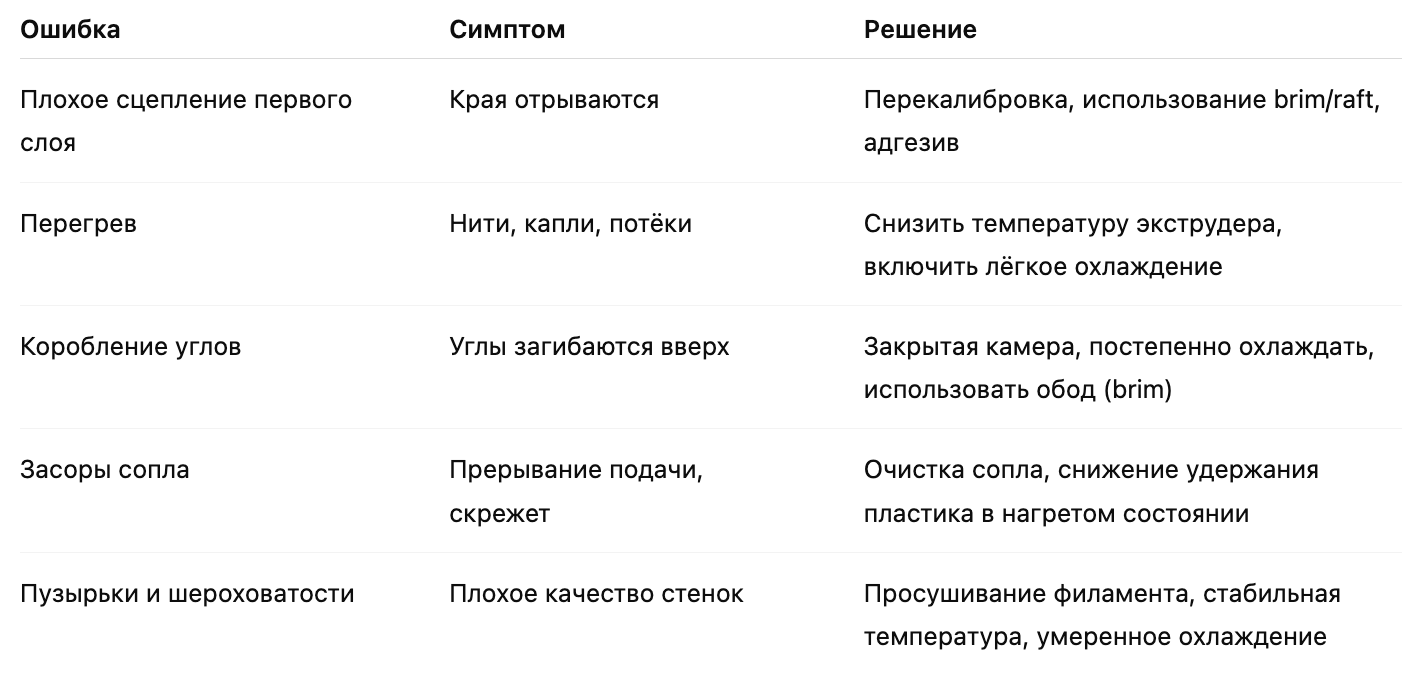
Частые ошибки начинающих и как их исправить
Когда стоит выбрать другой материал
Хотя ABS пластик широко используется, есть случаи, когда другие материалы предпочтительнее:
- Для моделей с мелкой деталировкой - PLA или PETG дадут более стабильную печать без коробления.
- Если важна биосовместимость или безопасность пищевого контакта - PLA или специализированные филаменты.
- При использовании открытого принтера в неотапливаемом помещении - ABS может быть слишком чувствительным к перепадам температур.
Тем не менее, если ваша задача требует комбинации прочности, термостойкости и возможности постобработки - печать из ABS остаётся одним из лучших вариантов.
Заключение
Печать из ABS - мощный инструмент в арсенале любого мастера 3D печати, если соблюдать правильные условия и учитывать предостережения ABS. Хорошо настроенные температуры, качественная платформа, стабильная камера и достаточная вентиляция - ключевые факторы успеха. Следуя советам печати ABS, вы сможете создавать прочные, точные и эстетически привлекательные модели.
Если вы ищете качественные услуги по 3D печати ABS или литью пластика, обращайтесь в 3droom.pro - мы поможем реализовать ваши идеи в надежные изделия.




