




Как печатать детали с встроенными резьбами: практическое руководство
Резьбовые соединения в пластиковых изделиях нужны почти в каждом проекте: корпус электроники, крепежные стойки, переходники, узлы роботов, оснастка и приспособления. Но у 3D печати есть особенность: деталь формируется слоями, а резьба это точная винтовая геометрия с острыми гранями и стабильным шагом. Если просто распечатать модель без подготовки, можно получить сорванные витки, тугую посадку или наоборот люфт.
Ниже разберем, как печатать детали с встроенными резьбами так, чтобы они работали в реальной сборке. Поговорим про проектирование, допуски, ориентацию, материалы и методы усиления. Статья полезна и тем, кто делает единичные изделия, и тем, кто готовит прототип под последующее литье пластика.
Почему резьба в 3d печати часто получается плохо
Есть три главные причины:
- Ступеньки слоев. На наклонных поверхностях появляются микроребра, которые "съедают" профиль витка.
- Погрешности экструзии. Ширина линии и фактический поток отличаются от идеальных, особенно на малых радиусах.
- Анизотропия. Прочность вдоль слоев и поперек слоев разная, а резьба нагружает пластик на сдвиг и вырыв.
Поэтому резьба в 3d печати почти всегда требует выбора правильной технологии, а не только красивой модели.
Какие резьбы бывают и что стоит учитывать
В прикладных изделиях чаще всего встречается метрическая резьба (М3, М4, М5, М6 и так далее). Для пластика важнее не номинал, а два параметра:
- шаг (например, М6x1 и М6x0.75 это разные резьбы)
- высота профиля (глубина витка)
Для FDM печати лучше работают более грубые резьбы с большим шагом и высоким профилем, потому что принтеру проще воспроизвести геометрию. Мелкий шаг на малом диаметре часто превращается в размытые витки.
Если вы печатаете функциональный узел, заранее определите:
- какой болт или винт будет использоваться
- сколько циклов сборки-разборки ожидается
- какая нагрузка: осевая, на срез, на вибрацию
От ответов зависит выбор способа: печать деталей с резьбой напрямую, нарезка метчиком, термовставка или закладная гайка.
4 рабочих способа сделать резьбу в печатной детали
Ниже идут методы по росту надежности. На практике часто комбинируют два подхода.
1) 3d печать резьбы напрямую (встроенная резьба)
Это самый быстрый вариант: вы моделируете внутреннюю или наружную резьбу и печатаете ее вместе с деталью.
Когда подходит:
- наружная резьба диаметром от М8 и выше
- внутренняя резьба от М6 и выше, если деталь не из мягкого PLA
- низкое число циклов сборки (условно до 5-10)
- умеренная нагрузка
Ключевые приемы:
- делайте входную фаску 0.5-1 мм, чтобы болт попадал в резьбу без перекоса
- добавляйте запас толщины вокруг: наружный диаметр посадочного бобышки минимум 2.0-2.5 диаметра резьбы
- избегайте резких переходов толщины, делайте радиусы и скругления у основания
2) Печать отверстия под нарезку метчиком
Если нужна точная посадка и хорошая повторяемость, часто проще распечатать цилиндрическое отверстие и затем нарезать резьбу метчиком. Для наружной резьбы аналогично: печать вала под плашку.
Плюсы:
- высокая точность профиля
- предсказуемое усилие закручивания
- хорошо работает на малых размерах М2-М5
Минусы:
- нужна оснастка (метчики, держатель)
- пластик должен выдерживать нарезку без растрескивания
Практика: для печати деталей с резьбой под метчик лучше выбирать PETG, ABS, ASA, нейлон. PLA тоже можно, но он более хрупкий и любит трескаться на тонких стенках.
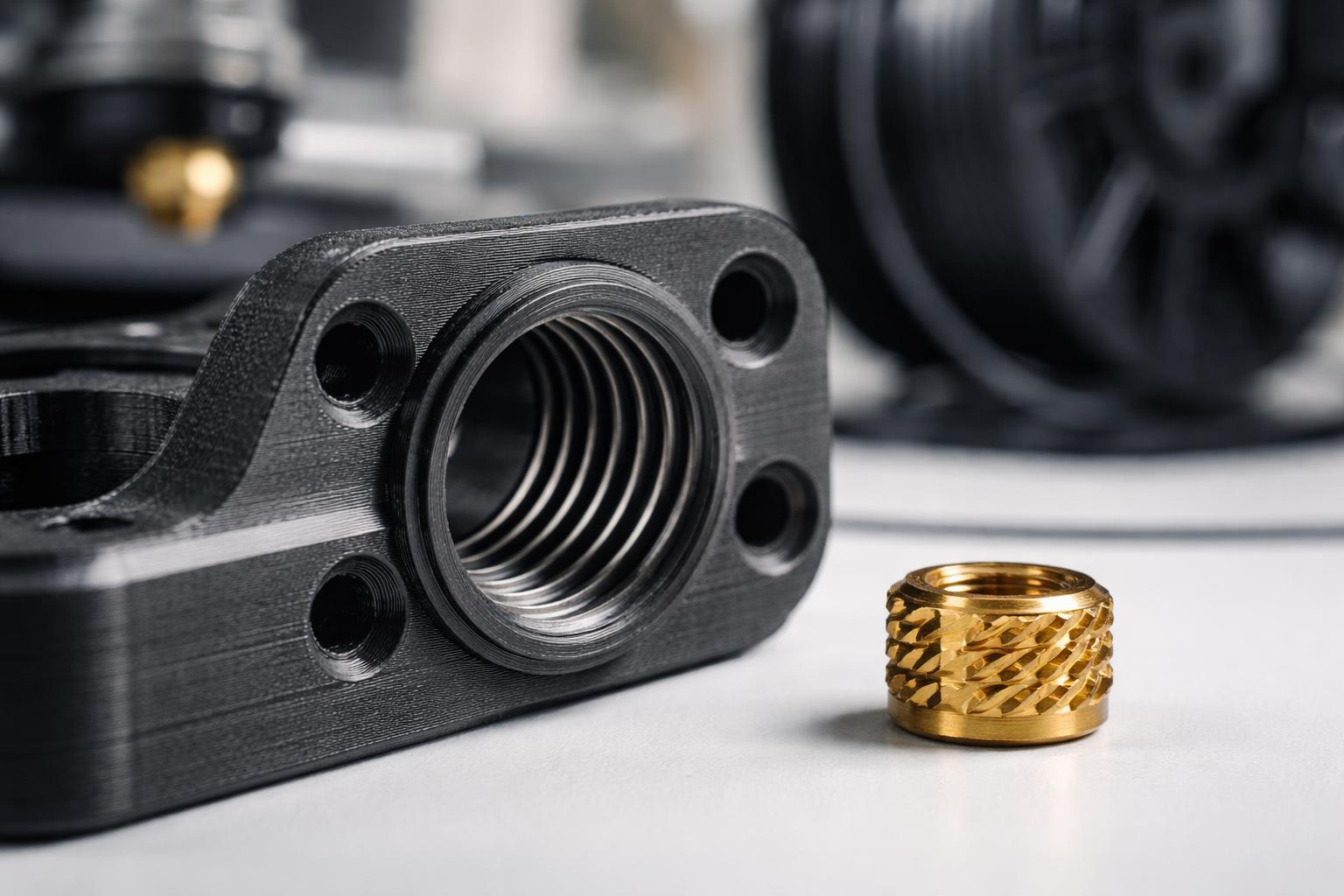
3) Термовставки (heat-set inserts)
Термовставка это латунная втулка с накаткой. Ее нагревают (обычно паяльником) и аккуратно впрессовывают в заранее распечатанное посадочное отверстие. После остывания вы получаете металлическую резьбу в пластике.
Это лучший способ, если:
- нужна прочность и многократная сборка-разборка
- размер резьбы М2-М6 (и выше тоже возможно)
- есть вибрации или повышенная нагрузка
Правила для посадочного места:
- проектируйте цилиндр с небольшим натягом под конкретную вставку
- делайте направляющую фаску сверху
- оставляйте запас по толщине стенки: минимум 1.2-1.5 мм пластика вокруг вставки
4) Закладные гайки, шайбы и саморезы
Иногда проще спроектировать карман под стандартную гайку (например, М3 шестигранную) и вставить ее при сборке. Либо использовать саморезы по пластику, если допускается одноразовое крепление.
Когда метод уместен:
- нужно дешево и быстро
- деталь большая, гайка легко помещается
- доступ к гайке есть с одной стороны
Для кармана под гайку делайте небольшой технологический зазор, чтобы гайка входила без усилия, но не проворачивалась. Часто достаточно 0.2-0.3 мм на сторону, но точное значение зависит от вашего принтера и материала.
Как спроектировать резьбу: чек-лист для CAD
Если ваша цель: как печатать детали с встроенными резьбами, то половина успеха именно в модели. Вот рабочий список:
- Выберите метод изготовления резьбы: прямая печать, метчик, вставка или гайка.
- Подберите длину зацепления. Для пластика лучше длиннее: 1.5-2.5 диаметра резьбы, если позволяет геометрия.
- Сделайте заход. Фаска или небольшой конус снимают риск перекоса и срыва первых витков.
- Добавьте разгрузку. Если резьба заканчивается в глухом отверстии, оставьте карман под стружку при нарезке или место под неполный виток при печати.
- Усильте основание. Ребра, утолщение, радиус 1-2 мм снижают концентрацию напряжений.
- Продумайте направление печати. Сразу оцените, где будут поддержки и слабые места.
Отдельный совет: если вы печатаете внутреннюю резьбу напрямую, делайте профиль чуть более пластиковым: уменьшайте остроту вершин, добавляйте микроскругление 0.1-0.2 мм. Витки станут менее капризными к качеству печати.
Настройки печати, которые реально влияют на резьбу
Даже идеальная модель может не заработать из-за быстрой печати. Для 3d печати резьбы используйте следующие настройки как базу.
Сопло и высота слоя
- Сопло 0.4 мм универсально, но для мелкой резьбы полезно 0.25-0.3 мм
- Высота слоя 0.12-0.2 мм. Чем меньше слой, тем ближе профиль к идеалу
Периметры и заполнение
- 3-5 периметров вокруг резьбовой зоны
- Заполнение 30-60% для нагруженных узлов, либо локальное усиление модификаторами в слайсере
Скорости
- Периметры 20-35 мм/с в зоне резьбы
- Внешние периметры еще медленнее, если нужна чистая геометрия
Охлаждение и температура
- Для PLA умеренный обдув помогает детализации
- Для PETG и ABS чрезмерный обдув может ухудшить адгезию слоев, а это критично для резьбы. Лучше печатать чуть горячее и стабильнее
Поддержки
Внутреннюю резьбу в глухих отверстиях лучше не печатать с поддержками, если они потом не извлекаются. В таких случаях эффективнее:
- печатать отверстие и нарезать метчиком
- или использовать термовставку
Ориентация детали: самый недооцененный фактор
Ориентация часто важнее, чем материал. Есть простое правило:
- Наружная резьба печатается лучше, если ось резьбы вертикальна. Тогда витки формируются кольцами и меньше зависят от ступенек.
- Внутренняя резьба при вертикальной оси тоже получается лучше, но есть риск нависаний. Чем меньше диаметр и шаг, тем выше риск.
Если вы не можете поставить деталь вертикально, рассмотрите альтернативы: вставки, гайки, метчик. Это быстрее, чем бесконечно настраивать поддержки.
Допуски и калибровка: сколько делать зазора
Без калибровки универсальной цифры нет, но есть ориентиры. Для FDM принтеров типичный разброс по отверстиям и посадкам 0.1-0.3 мм, иногда больше.
Ориентировочные припуски для печати резьбовых соединений:
- внутренняя резьба, печать напрямую: увеличьте диаметр отверстия на 0.2-0.4 мм относительно теории
- наружная резьба, печать напрямую: уменьшите внешний диаметр на 0.1-0.3 мм
- отверстие под метчик: печатайте по таблице сверления под резьбу, но учитывайте, что отверстие может получиться меньше и потребуется +0.1-0.2 мм
- посадка под термовставку: делайте по данным производителя вставки и закладывайте пробный купон, потому что разные материалы дают разный натяг
Лучший способ не гадать: распечатайте тестовую пластину с 3-4 вариантами размеров (например, М3 и М4) и один раз подберите поправку именно под ваш принтер, пластик и профиль.
Материал: что выбрать для деталей с резьбой
Выбор пластика определяет ресурс соединения.
- PLA: отлично печатается, но хрупкий и ползет под нагрузкой. Подходит для демонстрационных деталей и легких креплений.
- PETG: хороший баланс, более вязкий, резьба держит лучше, меньше трескается. Универсальный выбор для функциональных деталей.
- ABS/ASA: лучше для температуры и ударной вязкости, но требует закрытой камеры и контроля усадки.
- Нейлон (PA): очень прочный и износостойкий, идеален для резьб и шарнирных узлов, но любит влагу и требует сушки.
- Поликарбонат и композиты (PA-CF и аналогичные): максимальная жесткость, но выше требования к оборудованию и соплам.
Если нужен максимум надежности и много циклов, лучше сразу закладывать металлическую резьбу: термовставки или закладные гайки.
Контроль качества: как понять, что резьба получилась
Проверка проста, но системна:
- Визуально оцените профиль: нет ли нитей, пропусков, срывов витка на входе.
- Прогоните калиброванным болтом: закручивание должно быть равномерным без закусываний.
- Сделайте пробную затяжку с ограничением момента. Если витки начинают срезаться, усиливайте конструкцию или переходите на вставки.
- Если узел важный, сделайте пару циклов сборки-разборки и проверьте, не распушился ли пластик на первых витках.
Типичные ошибки и быстрые решения
Ошибка 1: маленькая внутренняя резьба печатается напрямую и срывается.
Решение: печать отверстия + метчик или термовставка.
Ошибка 2: болт не закручивается, резьба тугая.
Решение: увеличьте допуск (например, +0.2 мм на внутреннюю), снизьте скорость периметров, уменьшите высоту слоя.
Ошибка 3: резьба держит, но узел трескается вокруг.
Решение: увеличьте толщину стенки, добавьте радиус у основания, печатайте горячее для лучшей межслойной адгезии, используйте более вязкий материал.
Ошибка 4: наружная резьба смазанная.
Решение: печатайте вертикально, уменьшите слой, снизьте скорость, проверьте поток и охлаждение.
Когда лучше перейти от 3D печати к литью пластика
Если изделие нужно серийно, 3D печать резьбовых соединений не всегда оптимальна. В серии выгоднее литье пластика: выше повторяемость, ниже цена за штуку на больших тиражах, лучше качество поверхности.
Варианты для резьбы в серии:
- литье с закладными металлическими втулками (вставки можно устанавливать в пресс-форме или после)
- конструкция под саморезы и втулки
- комбинированные узлы: корпус из литого пластика и металлические резьбовые элементы
На практике мы в 3droom.pro часто делаем так: сначала печатаем прототип, доводим геометрию, проверяем, как работает крепеж и резьба, а затем при необходимости переводим изделие в литье пластика. Это сокращает риск ошибок и экономит бюджет.
Мини-FAQ
Можно ли печатать резьбу М3 напрямую?
Иногда можно, но стабильнее делать отверстие под метчик или ставить термовставку. Для М3 прямой печати часто не хватает детализации, особенно на сопле 0.4 мм.
Какая длина резьбы нужна в пластике?
Обычно больше, чем в металле. Закладывайте 1.5-2.5 диаметра и проверяйте нагрузку на прототипе.
Что лучше для вибраций?
Металлическая резьба: вставка или гайка. Пластиковые витки быстрее разрабатываются.
Нужно ли смазывать болт?
При первичной сборке иногда помогает капля силиконовой смазки, но лучше решать проблему геометрией и допусками.
Вывод
Чтобы печать деталей с резьбой была предсказуемой, не пытайтесь решить все одним способом. Выберите технологию под задачу: прямая 3d печать резьбы для крупных размеров и малых нагрузок, метчик для точности, термовставка для ресурса, гайка для простоты. Добавьте правильную ориентацию, разумные допуски и подходящий материал, и резьба в 3d печати станет таким же рабочим инструментом, как любой стандартный крепеж.
Если вам нужно изготовление прототипов, функциональных деталей или подготовка к серии, команда 3droom.pro сделает 3D печать и литье пластика под вашу задачу, подберет метод резьбового соединения и проверит его на практике.




