




Печать интегрированных соединений и шипов
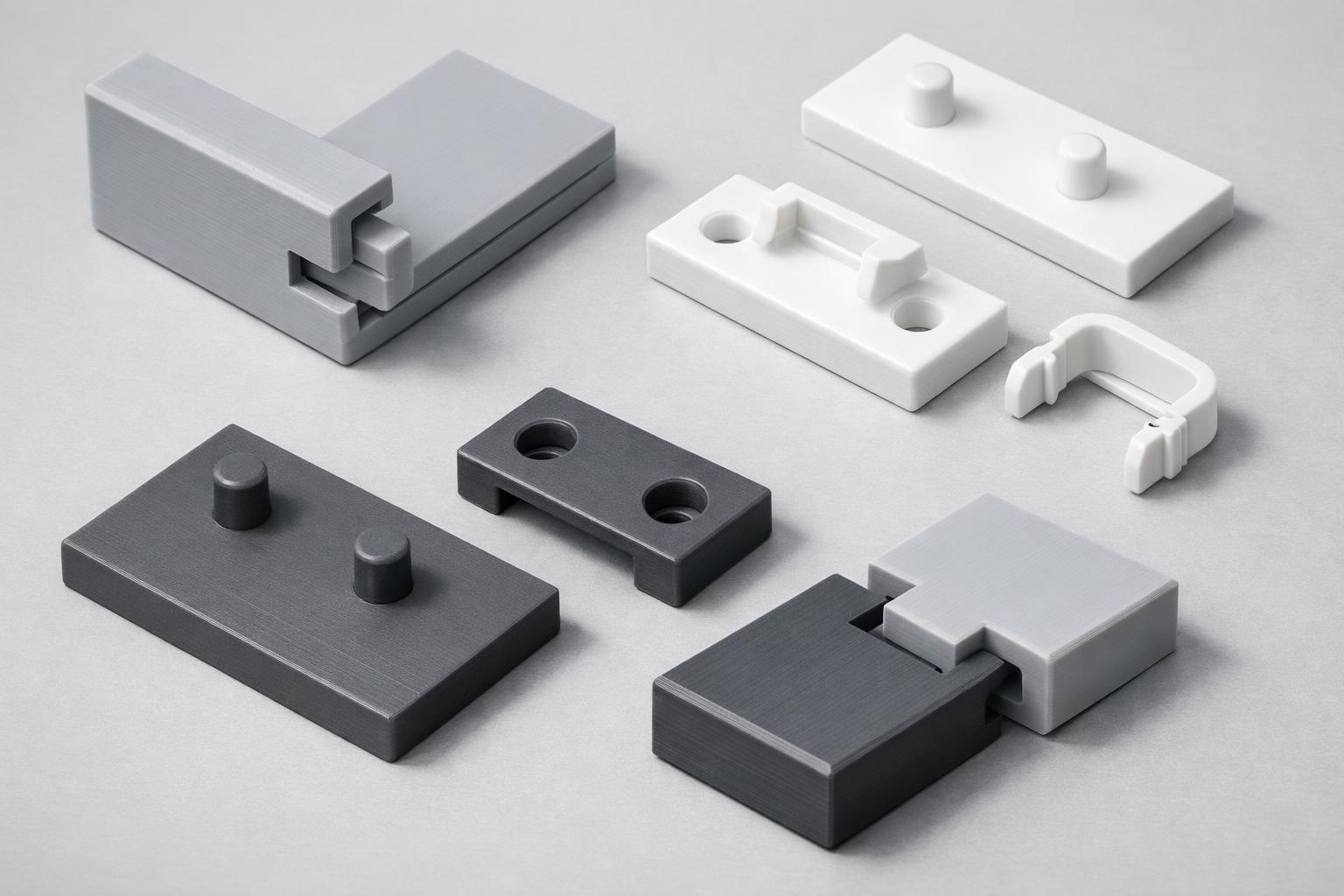
Интегрированные соединения и шипы в 3D печати позволяют собирать изделия без саморезов, клея и лишней фурнитуры. Это удобно в прототипировании, мелкосерийном производстве, изготовлении корпусов, оснастки и функциональных деталей. Вместо отдельного крепежа вы сразу печатаете геометрию, которая фиксирует детали между собой: шипы, направляющие, защелки, пазовые элементы, байонетные замки, шип-паз и другие посадки.
На практике именно грамотное проектирование таких узлов решает половину задачи. Вторая половина это выбор технологии и материала, правильная ориентация на столе, допуски, а также постобработка. На 3droom.pro мы делаем 3D печать и литье пластика, поэтому можем подобрать способ изготовления под требования к прочности, внешнему виду и количеству изделий, а также помочь довести соединение до стабильной сборки.
Ниже разберем, какие бывают интегрированные соединения, как спроектировать шипы и пазы под конкретную технологию, какие допуски закладывать и как избежать типичных ошибок.
Что такое интегрированные соединения в 3D печати
Интегрированное соединение это узел, который является частью геометрии детали и печатается вместе с ней. Чаще всего такие решения применяют, когда нужно:
- быстро собрать прототип без инструмента
- получить разборную конструкцию для обслуживания
- исключить металлический крепеж по причинам веса, коррозии или электрической изоляции
- собрать корпус без видимых винтов
- добиться повторяемой сборки в небольшой серии
Ключевой плюс в том, что 3D печать соединений дает свободу формы. Можно сделать сложный шип с ограничителем, направляющей фаской и фиксаторами, а можно объединить несколько функций в одном элементе.
Основные типы соединений и шипов
1) Шип-паз (tongue and groove)
Самый популярный вариант для корпусов, крышек, панелей и декоративных накладок. Шип входит в паз по длине, выравнивает детали и увеличивает площадь контакта. Часто добавляют упор, чтобы детали не уезжали по оси.
Где применяется:
- крышки приборных корпусов
- кожухи и панели
- соединение стенок коробов
2) Посадка с натягом (press-fit)
Шип или цилиндрический палец делается чуть больше отверстия, сборка происходит с усилием. Подходит для одноразовой сборки или когда нужен жесткий узел без люфта.
Важно учитывать материал и направление слоев. На FDM натяг чувствителен к ориентации и точности принтера.
3) Защелки (snap-fit)
Пружинящий язычок входит в зацеп и фиксирует деталь. Это отличный вариант для сервисных крышек и защелкивающихся корпусов.
Для надежности нужно:
- правильно рассчитать толщину и длину консоли
- выбрать пластик с достаточной ударной вязкостью
- заложить радиусы, чтобы не было концентрации напряжений
4) Шиповое соединение типа шип-проушина
Похоже на классические столярные решения: шип входит в прямоугольное окно. В 3D печати удобно делать дополнительные элементы позиционирования и упоры.
5) Байонетный замок
Поворотное соединение: вставили, провернули, зафиксировалось. Полезно для крышек, фильтров, контейнеров, изделий где нужна быстрая разборка.
6) Ласточкин хвост
Клиновидная геометрия, которая отлично держит сдвиг. Применяют в приспособлениях, направляющих, креплении модулей.
Минус: требует точных допусков и часто нуждается в легкой притирке.
Как спроектировать шипы под конкретную технологию
3D печать шипов может выполняться разными технологиями. От этого зависят допуски, качество кромок и повторяемость.
FDM/FFF (пластиковая нить)
Плюсы:
- прочные функциональные детали
- широкий выбор материалов (PLA, PETG, ABS, ASA, Nylon, PC и др.)
- выгодно для прототипов и малых серий
Особенности для соединений:
- точность по XY обычно лучше, чем по Z
- слои влияют на прочность защелок и тонких шипов
- острые углы лучше заменять радиусами и фасками
Рекомендации:
- добавляйте фаску на входе шипа и паза, сборка будет мягче
- делайте технологические зазоры, чтобы компенсировать усадку и разброс
- избегайте длинных тонких шипов вдоль слоев, они ломаются при нагрузке
SLA/DLP (фотополимер)
Плюсы:
- высокая точность и детализация
- гладкая поверхность
- мелкие шипы и фиксаторы получаются аккуратно
Минусы:
- ряд смол более хрупкие, чем термопласты
- для защелок нужна ударопрочная инженерная смола
Рекомендации:
- тщательно подбирайте смолу под тип нагрузки
- закладывайте радиусы и избегайте тонких острых выступов
SLS/MJF (порошковые технологии)
Плюсы:
- хорошая повторяемость
- можно печатать сложные замки без поддержек
- детали из PA12 часто отлично подходят для защелок
Рекомендации:
- учитывайте шероховатость поверхности, она увеличивает трение в пазах
- для скользящих посадок делайте чуть больший зазор
Допуски и зазоры: как добиться сборки без мучений
Самая частая причина проблем при сборке это неверные зазоры. В CAD все идеально, а в реальности шип не лезет или болтается.
Практические ориентиры (всегда лучше подтвердить тестовым фрагментом):
- скользящая посадка шип-паз: небольшой зазор по бокам и сверху
- посадка с фиксацией: зазор минимальный, но с фаской и контролем овальности
- press-fit: натяг подбирается под материал и направление слоев
- защелки: важнее не зазор, а правильная геометрия упора и гибкой части
Если нужна очень точная сборка, делайте калибровочный образец: небольшой сегмент паза и шипа с несколькими вариантами зазора. Это быстро и экономит время на переделки всей модели.
Прочность соединения: как избежать поломок
Чтобы узел работал долго, учитывайте реальные нагрузки: растяжение, срез, изгиб, вибрации и циклы сборки-разборки.
Критически важные приемы:
- радиусы в местах перехода сечения, особенно у защелок
- увеличение площади контакта в пазах и шипах
- добавление упоров, чтобы нагрузка шла в тело детали, а не в тонкий выступ
- ориентация при печати так, чтобы слои не работали на отрыв
Материалы по назначению:
- PETG и ASA часто хороши для корпусов и умеренно нагруженных соединений
- Nylon и композиты подходят для защелок и ударных нагрузок
- PLA удобен для прототипа, но для защелок и натягов не всегда лучший выбор из-за хрупкости и ползучести при температуре
Постобработка и сборка
Даже идеальный проект иногда требует легкой постобработки, особенно для плотных посадок.
Что применяют чаще всего:
- снятие микрофаски ножом или надфилем на входе паза
- легкая шлифовка скользящих поверхностей
- притирка при необходимости, особенно для ласточкиного хвоста
- термовставки и металлические втулки, если нужен ресурс под винт (это уже гибридный подход)
Если важна эстетика, можно предусмотреть скрытый шип-паз так, чтобы линия стыка была на менее заметной стороне.
Когда лучше литье пластика, а когда 3D печать
Если вам нужно несколько деталей, сложная геометрия, быстрые правки и эксперимент с посадками, оптимально стартовать с 3D печати соединений. Это дает возможность быстро протестировать узел и довести конструкцию.
Если нужна серия и стабильная повторяемость, часто выгодно перейти на литье пластика (в том числе в силиконовые формы) после отработки геометрии. Мы на 3droom.pro можем пройти весь цикл: прототип, отработка соединения, затем изготовление партии.
Типовые задачи, где востребована печать интегрированных соединений
- корпуса электроники со скрытым крепежом
- сборные кожухи и панели оборудования
- фиксаторы, клипсы, держатели, направляющие
- сборные макеты и демонстрационные стенды
- технологическая оснастка и приспособления
- элементы мебели, декора и выставочных конструкций
- упаковка, ложементы, вставки и фиксаторы изделий
Как мы работаем на 3droom.pro
Чтобы соединение получилось рабочим с первого или второго прототипа, нам важны:
- назначение изделия и сценарий сборки
- предполагаемая нагрузка и число циклов разборки
- требования к внешнему виду и точности
- желаемый материал и условия эксплуатации (температура, химия, УФ)
Мы можем:
- напечатать тестовые образцы соединения
- подобрать материал и технологию
- изготовить прототип или серию
- выполнить литье пластика, когда конструкция уже отработана
Если вы планируете печать шип-паз, защелок или посадок с натягом, лучше сразу заложить время на калибровочный тест. Это минимальные затраты, которые существенно повышают шанс идеальной сборки.




