





Введение: почему важно правильное моделирование
Для успешной 3D-печати ключевым этапом является именно этап моделирования под 3D-печать. Ошибки, допущенные в цифровой модели, могут привести к дефектам, неудачным отпечаткам, отказам печати или перерасходу материалов. Особенно это актуально, когда ваша компания (например, 3droom.pro) предоставляет услуги 3D-печати и литья пластика - от качества модели зависит многое: как входные требования клиентов, так и итоговый результат.
В этой статье мы разберём основные типичные ошибки - и как их избежать - при подготовке модели к 3D-печати. Ключевые запросы, которые мы используем: «моделирование под 3D-печать», «ошибки 3D-моделирования», «3D модель для печати», «правильное моделирование для 3D-печати» и их вариации.
Структура статьи
Типы ошибок и основные категории
Конкретные ошибки и рекомендации
Конкретные ошибки и рекомендации
- Геометрические ошибки
- Проблемы с толщинами стенок и деталями
- Нависающие элементы и поддержка
- Масштаб, допуски и сопряжения
- Программные и топологические дефекты
- Ориентация слоёв и направление печати
- Ограничения материала и технологии
- Постобработка и допуски
Как избежать ошибок: чек-лист перед отправкой на печать
Заключение
Мета-теги и промт Leonardo AI
Заключение
Мета-теги и промт Leonardo AI
1. Типы ошибок и основные категории
По опыту и на основе обзоров современных ресурсов, можно сгруппировать ошибки моделирования под 3D-печать в такие категории:
- Геометрические / топологические ошибки: меш с дырками, неплотные поверхности, пересекающиеся объёмы
- Конструкционные ошибки: стенки слишком тонкие или наоборот чрезмерно толстые, острые углы, неокруглённые фаски
- Технологические несоответствия: не учтены особенности 3D технологии (FDM, SLA, SLS и др.), ограничение по области построения
- Ошибки в сопряжениях и допусках: нет зазоров, неверные размеры сквозных отверстий, плохо проработанные посадочные места
- Ошибки ориентации и направления слоёв: неверный расчёт направления печати, игнорирование адгезии к платформе
- Материальные ошибки: неучёт физики пластика, усадки, деформации, прочности
- Ошибки подготовки к печати / конфигурации: неправильный экспорт, невалидный STL, отсутствие проверки на непечатаемость
Далее - подробный разбор конкретных ошибок с рекомендациями.
2. Конкретные ошибки и рекомендации
Геометрические ошибки и топология
1. Меш с дырками / неплотная модель ("неводонепроницаемая" модель)
Если в вашем 3D-моделе есть отверстия, пропущенные полигоны, несвязанные грани - принтер не сможет корректно её распечатать. Такая «не водонепроницаемость» - классическая ошибка 3D-моделирования.
Решение: проверить модель на невалидные элементы, использовать функции анализа «Check integrity», «repair mesh», «make watertight» в CAD/слайсере.
2. Внутренние/скрытые полигоны / лишние грани
Иногда в теле модели остаются внутренние грани, которые не видны визуально, но мешают корректной обработке. Это может приводить к нераспознаванию объёмов.
Решение: удалить все внутренние полигоны, лишние грани и пересечения, выровнять нормали.
3. Пересекающиеся объёмы / пересекающиеся тела (crossed volumes)
Два объекта в модели пересекаются, но не объединены булевой операцией. Это мешает правильной генерации срезов и приводит к артефактам.
Решение: использовать булевы операции (union / boolean union), объединить пересечения, избегать неявных пересечений.
4. Неправильная ориентация нормалей (surface orientation)
Если нормали (внешние/внутренние стороны поверхностей) заданы неверно, часть поверхности может быть «обратной», что приведёт к ошибкам распознавания оболочек.
Решение: убедитесь, что все нормали ориентированы наружу, используйте функцию «recalculate normals» или «flip normals» в CAD.
Проблемы с толщинами стенок и деталями
5. Стенки слишком тонкие / минимальная толщина не выдержана
Если толщина стенки меньше допустимой для данного материала и технологии, модель будет хрупкой или вообще не напечатается.
Решение: изучить технические требования выбранного материала (минимальные толщины), задать резерв прочности. Лучше увеличить толщину там, где нагрузка выше.
6. Стенки чрезмерно толстые / лишний материал
Чрезмерно толстые стены могут привести к перерасходу пластика, длительному времени печати и внутренним напряжениям.
Решение: оптимизировать толщины, где возможно - пустотелые конструкции, внутренние рёбра, облегчённые структуры.
7. Острые уголки и острые переходы
Острые углы создают концентрацию напряжений и плохо печатаются - часто в таких местах появляются трещины или дефекты.
Решение: скруглить углы, добавить фаски или радиусы, особенно в местах соединений и нагрузочных точках.
8. Детали слишком мелкие / недетализированные элементы
Очень тонкие выступы, мелкие текстуры или надписи - могут просто не проявиться в печати, особенно если масштаб уменьшился.
Решение: установить минимальный размер для элементов, протестировать на мелких объектах, при уменьшении модели убрать слишком мелкие детали.
Нависающие элементы и поддержка
9. Излишние нависающие участки без поддержки
Если модель имеет выступы под углом, выходящие в «воздух», без опор - принтер не сможет напечатать их.
Решение: разделить модель или добавить опоры (support structures) вручную или автоматом в слайсере. Также переработать конструкцию, чтобы минимизировать критические нависы.
10. Плохо расположенные или слишком обширные опоры
Опоры, которые соприкасаются слишком агрессивно, могут повредить поверхность при снятии или оставить следы.
Решение: правильно задавать зазор между моделью и опорой, использовать растворимые опоры, выбирать точки контакта на нерабочих поверхностях.
Масштаб, допуски и сопряжения
11. Неправильный масштаб модели / ошибки размера
Модель была спроэкспортирована или изменена с ошибкой масштаба, что приводит к несоответствию размеров при печати.
Решение: проверить единицы измерения (мм, см, дюймы), окончательный размер, убедиться, что все детали в реальном соотношении.
12. Отсутствие допусков / зазоров между сопряжениями
Если модель предполагает вставку деталей (оси, валы, втулки), но нет зазора или допусков - детали могут не подойти.
Решение: учитывать технологические допуски (например, 0,2-0,5 мм зазора), проверить посадочные места в макете.
13. Неподходящие стенки отверстий / эскалация отверстий
Круглые отверстия могут распечататься овальными, особенно если диаметр близок минимальным пределам.
Решение: увеличить диаметр отверстий, применять конусные посадки, корректировать отверстия в зависимости от технологии.
Программные и технические ошибки
14. Плохо выбран формат экспорта / ошибки STL / невалидный файл
Ошибки при экспорте файла (кривые поверхности, сломанный STL, невалидная геометрия) приводят к проблемам на этапе среза.
Решение: всегда проверяйте и ремонтируйте экспортированный файл (использовать «repair STL»), проверять файл в слайсере.
15. Неправильное разрешение сетки (mesh resolution)
Слишком грубая сетка даст неровные поверхности; слишком плотная - перегрузит файл и замедлит слайсер.
Решение: подобрать оптимальный баланс при треангуляции, использовать инструменты сглаживания без излишней детализации.
16. Дублированные вершины / ребра / N-горы
В модели могут быть повторяющиеся вершины, ребра, N-горы (полигоны с более чем 4 сторонами) - они осложняют срез и могут давать ошибки.
Решение: очистить дубли, привести модель к чистой топологии (только треугольники/четырёхугольники), перепроверить UV-связь, если используется текстурирование.
Ориентация слоёв и направление печати
17. Игнорирование направления слоёв (layer orientation)
Направление укладки слоёв влияет на прочность и внешний вид: часто изделие слабее по межслойной адгезии.
Решение: ориентировать модель, чтобы нагрузка шла вдоль слоёв, не поперёк; располагать критические поверхности параллельно платформе.
18. Неправильный выбор ориентации на печатной платформе
Плохой выбор поворота модели на столе может привести к большей потребности в опорах, тонким участкам сверху, плохой адгезии.
Решение: испытать разные ориентации, выбрать минимизацию опор, лучшеую адгезию, равномерную усадку.
Материальные и технологические ограничения
19. Неучёт особенностей материала (усадка, жёсткость, прочность)
Каждый пластик (PLA, ABS, PETG, нейлон и др.) имеет уникальные свойства - температурную деформацию, усадку, склонность к короблению.
Решение: изучить руководство по материалам, скорректировать модель с учётом усадки, компенсировать деформации.
20. Игнорирование технологии печати (FDM, SLA, SLS, DLP)
Модель, идеально подходящая для SLA, может быть непечатаема на FDM, если не учтены поддержка, минимальные толщины, разрешение.
Решение: уже на стадии моделирования знать, на какой технологии будет печать, и адаптировать модель к её ограничениям.
21. Недооценка ограничений области построения / рабочей области принтера
Модель может оказаться слишком крупной и не поместиться в объём печати, либо иметь элементы, выходящие за пределы.
Решение: проверять размеры конечной модели, делить на части (сборные модули), оптимизировать под габариты оборудования.
Постобработка, допуски и финальные нюансы
22. Не учитывать постобработку (шлифовка, усадку после обработки, усадку от окраски)
После печати возможны процессы шлифовки, усадки или покрытия, и если модель слишком близка к допуску, это может испортить посадочные места.
Решение: заложить небольшие допуски под обработку, предвидеть толщину покрытия.
23. Игнорирование минимального радиуса скругления / фасок при пересечениях
Если пересечения поверхностей без скруглений - возникают стрессовые зоны и напрягаемые границы.
Решение: применять скругления на стыках, фаски, плавные переходы.
24. Отсутствие проверки / валидации перед печатью
Даже идеальная модель нуждается в проверке на ошибки, в слайсере, с помощью утилит «repair» и предпросмотра.
Решение: использовать функции проверки в слайсере, смотреть визуализацию слоёв перед отправкой на печать.
3. Чек-лист: что проверить перед отправкой на печать
Вот удобный чек-лист, который стоит пройти перед тем, как отправить модель на производство:
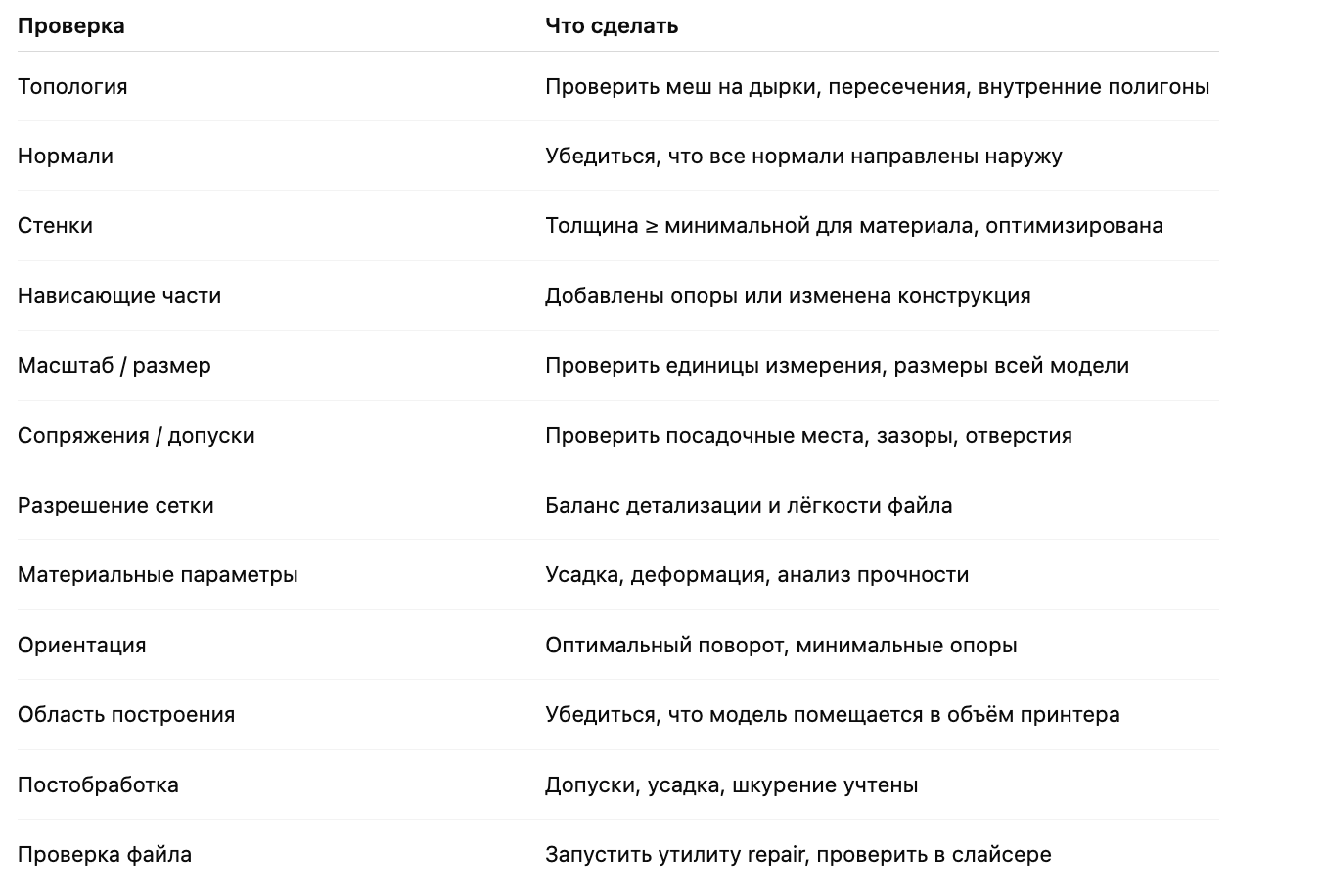
Если всё из списка пройдено - модель готова к печати, минимизируется риск ошибок.
4. Заключение
Моделирование под 3D-печать - это не просто создание красивой 3D-модели, это творческий и инженерный процесс, требующий понимания технологии, материалов и допусков. Ошибки, допущенные на этапе моделирования, часто проявляются именно в печати - и дорого обходятся в ресурсах и времени.
Если вы представляете услугу 3D-печати и литья пластика (как у 3droom.pro), контроль качества модели - ключевой элемент вашего процесса. Предоставляйте клиентам рекомендации, чек-листы, шаблоны и, если нужно, помощь в доработке.
Какая бы ни была ваша технология (FDM, SLA, SLS и др.), цель одна: добиться, чтобы 3D модель для печати была технически выверена, геометрически корректна и адаптирована под технологические ограничения. Тогда конечный отпечаток порадует качеством и надёжностью.




