




Как печатать градиентные модели на 3D принтере: практическое руководство
Градиент в 3D печати давно перестал быть редким эффектом из демонстрационных роликов. Сегодня градиентные модели используют в дизайне, прототипировании, сувенирной продукции, макетах и даже в функциональных деталях, где важны плавные переходы свойств. Под градиентом понимают не только переход цвета, но и изменение материала, плотности, прозрачности и фактуры по высоте или по поверхности изделия.
Ниже разберем, как выполняется печать градиентных моделей в реальных условиях, какие технологии подходят лучше всего и как добиться аккуратного результата без лишних проб и ошибок. Если нужен предсказуемый итог без экспериментов, на 3droom.pro доступна 3D печать на заказ, а также литье пластика для серийного тиражирования деталей.
Что такое градиентная 3D печать и какие бывают градиенты
Градиентная 3D печать может быть:
- Цветовая
- Плавный переход от одного цвета к другому. Это самый популярный запрос, когда говорят про 3D печать градиентом или 3D печать с переходом цвета.
- Материальная
- Переход от одного типа пластика к другому или изменение состава. В бытовых FDM системах это чаще имитация (например, по жесткости через TPU и PLA на multi-material), в промышленности возможны более сложные комбинации.
- Структурная (градиент плотности)
- Изменение заполнения, толщины стенок, количества периметров. Это тоже градиент, только не визуальный, а инженерный: деталь может быть жесткой в одной зоне и более упругой в другой.
- Оптическая
- Переход прозрачности или блеска. Реализуется выбором материалов, настройками слоев, постобработкой или литьем пластика с подбором пигмента.
В рамках статьи основной акцент сделаем на цветовой градиент и на практичных приемах для FDM печати из пластика, потому что именно они чаще всего нужны в коммерческих проектах.
Подготовка модели: от идеи к правильной геометрии
Прежде чем запускать многоцветную 3D печать, оцените саму модель:
- Есть ли у объекта логичная ось градиента: по высоте (Z), по длине, по окружности.
- Насколько заметны слои. На плоских стенках градиент воспринимается лучше, чем на очень мелком рельефе.
- Не будет ли поддержек на видимой стороне. Поддержки часто портят поверхность и визуально “ломают” плавность перехода.
Рекомендации по геометрии:
- Для градиента по высоте лучше подходят вазы, статуэтки, корпуса, панели, органические формы.
- Для градиента по поверхности сложнее получить плавность на FDM без дополнительных решений. Часто проще печатать по высоте и правильно ориентировать модель.
- Если градиент должен “перетекать” по лицевой стороне, подумайте о разбиении изделия на части с последующей склейкой или о постобработке.
5 способов напечатать градиентные модели
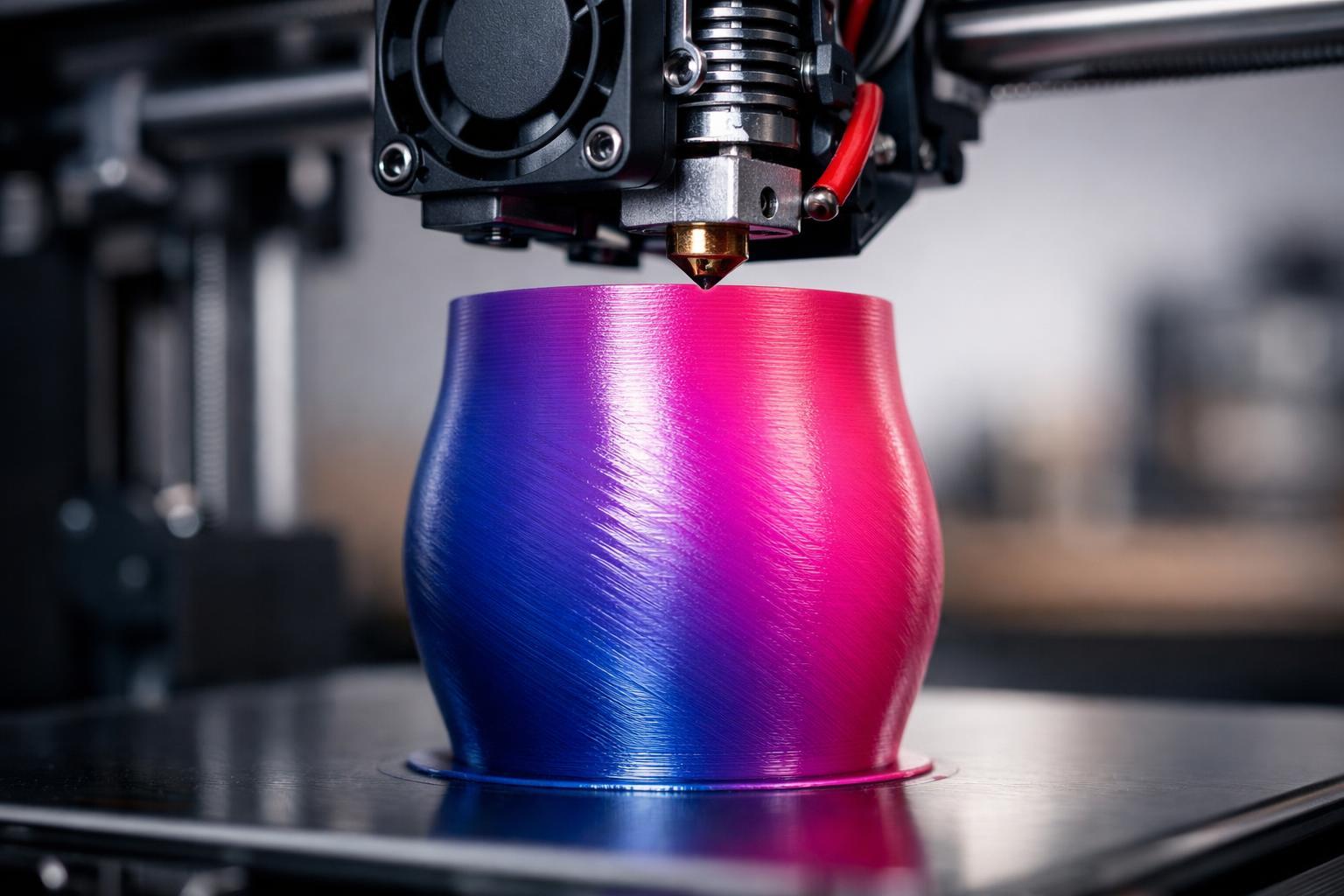
1) Градиентная (мультиколор) нить: самый простой вход
Это вариант, когда сам филамент имеет переход оттенков по длине: например, от синего к фиолетовому и розовому. Вы печатаете как обычно, а цвет меняется сам.
Плюсы:
- Никаких дополнительных устройств.
- Подходит почти для любого FDM принтера.
- Отличный эффект “из коробки”.
Минусы:
- Вы не контролируете точную точку смены цвета. Переход зависит от расхода пластика.
- Два одинаковых изделия могут получиться немного разными, особенно если меняется высота, заполнение и скорость.
Практические советы:
- Делайте тестовую “башню” высотой близкой к итоговой модели, чтобы понять, как конкретная катушка ведет себя по переходам.
- Увеличивайте толщину стенок на декоративных моделях. Так градиентный пластик выглядит глубже и чище.
- Старайтесь держать стабильный расход: одинаковые периметры, без резких скачков заполнения.
Этот способ чаще всего используют, когда нужен эффектный результат для сувениров и декора, а абсолютная повторяемость не критична. Запрос “печать градиентных моделей” в таком случае закрывается быстро и без сложной настройки.
2) Смена филамента по высоте: контролируемый переход
Если нужно, чтобы градиент начался на определенной высоте, можно делать плановую смену пластика в процессе печати. Это уже больше похоже на управляемую многоцветную 3D печать.
Как это делают:
- В слайсере задают паузу на определенной высоте.
- Принтер останавливается, вы меняете нить, продолжаете печать.
- Для более плавного перехода используют несколько смен, например через 10-20 слоев, постепенно меняя оттенки.
Плюсы:
- Контроль высоты перехода.
- Можно получить “ступенчатый градиент”, который визуально выглядит плавным при небольшой высоте слоя.
Минусы:
- Риск следов на месте паузы (микрошов, капля, недоэкструзия при возврате).
- Нужно присутствовать во время печати.
Лайфхаки:
- Делайте “прокачку” нового цвета перед возвратом на модель: выдавите немного пластика в сторону, чтобы убрать остатки предыдущего оттенка.
- Понижайте скорость на 2-3 слоя после паузы. Это помогает стабилизировать подачу.
Если вам важна повторяемость и контроль, 3D печать с переходом цвета через смену филамента часто выигрывает у “самокрасящихся” нитей.
3) Смесительная (mixing) головка: настоящий плавный градиент
Существуют системы, которые смешивают два или три пластика в одной сопле, позволяя получать промежуточные оттенки прямо во время печати. Это ближе всего к “настоящему” градиенту.
Плюсы:
- Плавный переход, управляемый в G-code.
- Можно делать сложные цветовые сценарии.
Минусы:
- Настройка сложнее.
- Требуются совместимые материалы и калибровка смешивания.
- Есть задержка по цвету: в сопле и хотэнде остается “хвост” предыдущей смеси.
Практика:
- Начинайте с длинных моделей или высоких “колонн”: на них проще увидеть динамику.
- Учитывайте объем расплава в тракте. Переход не будет мгновенным, он всегда немного смещен.
Если нужен максимально эффектный и предсказуемый градиент для презентационных изделий, этот путь оправдан, но требует опыта. В таких задачах часто проще заказать 3D печать на заказ, чем собирать и отлаживать систему с нуля.
4) “Градиент” через параметры печати: меняем фактуру и насыщенность
Иногда градиент воспринимается не цветом, а игрой света. На одном и том же пластике можно сделать зону более матовой или более глянцевой.
Что можно варьировать по высоте:
- температуру сопла,
- скорость,
- обдув,
- высоту слоя.
Важно: этот метод требует тестов, потому что слишком резкие изменения ухудшают прочность и качество. Зато он отлично подходит, если вы печатаете из пластика одного цвета и хотите “дорогой” визуальный эффект без смены материалов.
5) Литье пластика с градиентом: когда нужна серия и “как в изделиях”
Если задача не просто напечатать одну модель, а получить несколько одинаковых деталей, имеет смысл рассмотреть литье пластика. Градиентный эффект можно создать подбором пигментов, прозрачности и заливкой в несколько этапов.
Плюсы:
- Повторяемость и стабильное качество в серии.
- Гладкая поверхность без слоев, что особенно ценно для сувениров и корпусов.
- Можно имитировать сложные переходы оттенков и “глубину” цвета.
Минусы:
- Нужно изготовление формы.
- Не всегда выгодно для одной штуки.
На практике часто делают так: печатают мастер-модель на 3D принтере, доводят поверхность, затем изготавливают форму и запускают тираж. На 3droom.pro можно закрыть весь цикл: от 3D печати градиентом (или печати мастер-модели) до литья пластика для повторяемой партии.
Настройки печати, которые критичны для градиентных моделей
Чтобы градиентная 3D печать выглядела аккуратно, важны не только цвета, но и “чистая” поверхность.
- Высота слоя
- Для декоративных моделей обычно выбирают 0,12-0,2 мм. Чем ниже слой, тем мягче выглядят переходы и тем меньше заметны “ступеньки”.
- Внешние стенки
- Увеличьте число периметров до 3-4 для тонкостенных изделий. Так цвет выглядит насыщеннее, а поверхность равномернее.
- Скорость и вибрации
- Градиенты плохо смотрятся на модели с рябью. Если видите ringing, уменьшайте ускорения и скорость внешних стенок.
- Шов (seam)
- Старайтесь спрятать шов на задней стороне или в малозаметном ребре. Иначе “вертикальная линия” будет отвлекать от плавного перехода.
- Поддержки
- Если без поддержек никак, выбирайте такие настройки, чтобы зона контакта была минимальной. Для витринных моделей иногда выгоднее разделить изделие на части и склеить.
Типичные ошибки и как их избежать
Ошибка 1: ожидать идеальный градиент от любой “радужной” нити
У каждой катушки свой шаг смены оттенка. Делайте тест, иначе переход может оказаться слишком быстрым или наоборот растянутым.
Ошибка 2: слишком тонкие стенки
На тонкой стенке цвета “просвечивают” и выглядят грязнее. Добавьте периметры или увеличьте толщину.
Ошибка 3: резкие паузы и смены цвета без очистки
После смены филамента часто остается кусок старого оттенка. Всегда делайте небольшую продувку перед продолжением.
Ошибка 4: неправильная ориентация модели
Если градиент задуман по высоте, а модель лежит на боку, получится не переход, а хаотичные пятна. Ориентация решает половину задачи.
Когда выгоднее заказать печать градиентных моделей
Есть ситуации, когда самостоятельная настройка отнимает больше времени, чем экономит:
- нужен предсказуемый результат “как на рендере”,
- важна повторяемость нескольких изделий,
- модель большая и печать занимает десятки часов,
- планируется тираж через литье пластика.
В таких задачах удобнее заказать 3D печать на заказ на 3droom.pro: можно подобрать технологию под задачу, согласовать материалы, оценить тестовый образец и при необходимости перейти к литью пластика. Это особенно актуально для брендированных сувениров, макетов, деталей интерьера и презентационных прототипов, где внешний вид решает все.
Короткий чек-лист перед запуском градиентной печати
- Понял, какой именно градиент нужен: цвет, фактура, плотность.
- Выбрал способ: градиентный пластик, смена филамента, смешивание, постэффекты или литье.
- Сделал тестовую башню или небольшой образец.
- Настроил шов, стенки, скорость и высоту слоя.
- Продумал видимые поверхности и зоны поддержек.
Если пройтись по этому списку, 3D печать с переходом цвета перестает быть лотереей и становится управляемым процессом.




