




Влияние влаги на качество печати: почему “сырой” пластик портит результат
В 3D-печати мелочи решают все. Один из самых недооцененных факторов - влага. Даже если принтер откалиброван, сопло новое, а модель подготовлена правильно, влажный филамент способен испортить геометрию, поверхность и прочность детали. В этой статье разберем, как именно проявляется влияние влаги на качество 3D печати, какие материалы впитывают воду быстрее остальных, как распознать проблему по симптомам и что делать, чтобы печатать стабильно. Также затронем литье пластика: влага там тоже часто становится причиной пузырей и брака.
Почему влага так влияет на пластик
Большинство пластиков для FDM/FFF-печати гигроскопичны, то есть они впитывают влагу из воздуха. Для части материалов это происходит медленно, для других - буквально за несколько часов при повышенной влажности.
Что происходит в процессе печати:
- Нить нагревается в хотэнде.
- Вода, которая накопилась внутри пластика, превращается в пар.
- Пар расширяется, создает микропузыри и “взрывает” расплав изнутри.
Итог - нестабильная экструзия, дефекты поверхности, падение межслойной адгезии, а иногда и “сопли” даже на правильно настроенных ретрактах. Именно поэтому влажный филамент часто выглядит как проблема настроек, хотя корень в хранении материала.
Главные признаки влажного филамента
Если вы видите несколько симптомов одновременно, вероятность высокой влажности материала очень большая.
1) Звук и поведение пластика
- Потрескивание или “шипение” из зоны сопла во время печати
- Микровыбросы расплава, как будто материал “плюется”
- Нестабильный поток: то тоньше, то толще без причин
2) Поверхность детали
- Мелкие пузырьки, кратеры, пористость
- Матовая “песочная” фактура на местах, где должна быть гладкость
- Локальные наплывы и разрывы линии
- Усиленное стрингование, хотя ретракт и температура раньше работали
3) Прочность
- Деталь ломается по слоям легче обычного
- Углы и тонкие элементы становятся хрупкими
- Резко падает ударная вязкость, особенно на PETG, Nylon, PC
Какие материалы впитывают влагу быстрее
Ниже - практическая шкала по чувствительности к влаге (в среднем по рынку). Конкретные марки могут отличаться.
Очень чувствительные
- Nylon (PA6, PA12 и смеси)
- PVA, BVOH (водорастворимые поддержки)
- PC (поликарбонат)
- TPU/TPE (гибкие)
Средняя чувствительность
- PETG
- ABS/ASA
- композиты с наполнителями (карбон, стекло, дерево) - часто впитывают быстрее из-за структуры
Относительно устойчивые
- PLA (но тоже может “набрать” влагу и начать пузыриться)
Как влага ухудшает качество печати: по пунктам
Пузырьки и пористость
Пар образует микрополости в нити расплава. На поверхности это выглядит как точки и кратеры, а внутри детали - как губчатая структура.
Стрингование и “сопли”
Даже при идеальных настройках влажный материал становится менее вязким и более непредсказуемым. Нить тянется между элементами модели, появляются тонкие волоски и капли.
Плохая межслойная адгезия
Когда расплав “вспенивается”, площадь контакта между слоями уменьшается. Деталь может выглядеть нормально, но ломаться по слоям.
Нестабильная геометрия
Из-за микровзрывов расплава и перепадов потока меняется ширина линии. Появляются волны, периметры “гуляют”, мелкие размеры уплывают.
Повышенный риск пробок
Некоторые материалы при влажности дают комки, пыль или нестабильную подачу, что увеличивает шанс частичных засоров и скачков давления в хотэнде.
Быстрый тест: понять, виновата ли влага
- Отрежьте 30-50 см филамента и попробуйте экструдировать в воздух при рабочей температуре материала.
- Смотрите и слушайте: если есть шипение, пузырьки, “плевки” и неровная струя - это типичная картина влаги.
- Для PETG, Nylon и TPU этот тест особенно показателен.
Сушка пластика для 3D печати: рабочие способы
Важно: температуры и время зависят от производителя и диаметра катушки. Ниже - типовые диапазоны, используйте их как ориентир и сверяйтесь с рекомендациями бренда.
Способ 1. Сушилка для филамента
Самый удобный и безопасный вариант. Плюсы:
- стабильная температура
- можно печатать прямо из сушилки
- меньше риск перегреть катушку
Способ 2. Духовка с контролем температуры
Рабочий способ, но требует аккуратности:
- обязательно проверяйте реальную температуру термометром
- не используйте режимы с сильной конвекцией, если катушка легкая
- не превышайте мягкие режимы для PLA и TPU
Способ 3. “Сухой бокс” во время печати
Если материал капризный (Nylon, TPU), хранить его в сухом боксе и печатать из него часто эффективнее, чем сушить “разово” и оставлять на воздухе.
Типовые режимы сушки (ориентиры)
- PLA: 40-45°C, 4-6 часов
- PETG: 60-65°C, 4-6 часов
- ABS/ASA: 70-80°C, 2-4 часа
- TPU: 40-50°C, 4-6 часов
- Nylon (PA): 70-90°C, 6-12 часов
- PC: 80-90°C, 3-6 часов
Если после сушки симптомы остались, проверьте еще два момента: сопло и подачу (шестерни, тефлон, натяжение). Но чаще всего проблема уходит именно после нормальной просушки.
Хранение филамента: чтобы не сушить каждую катушку
Правильное хранение решает 80% проблем.
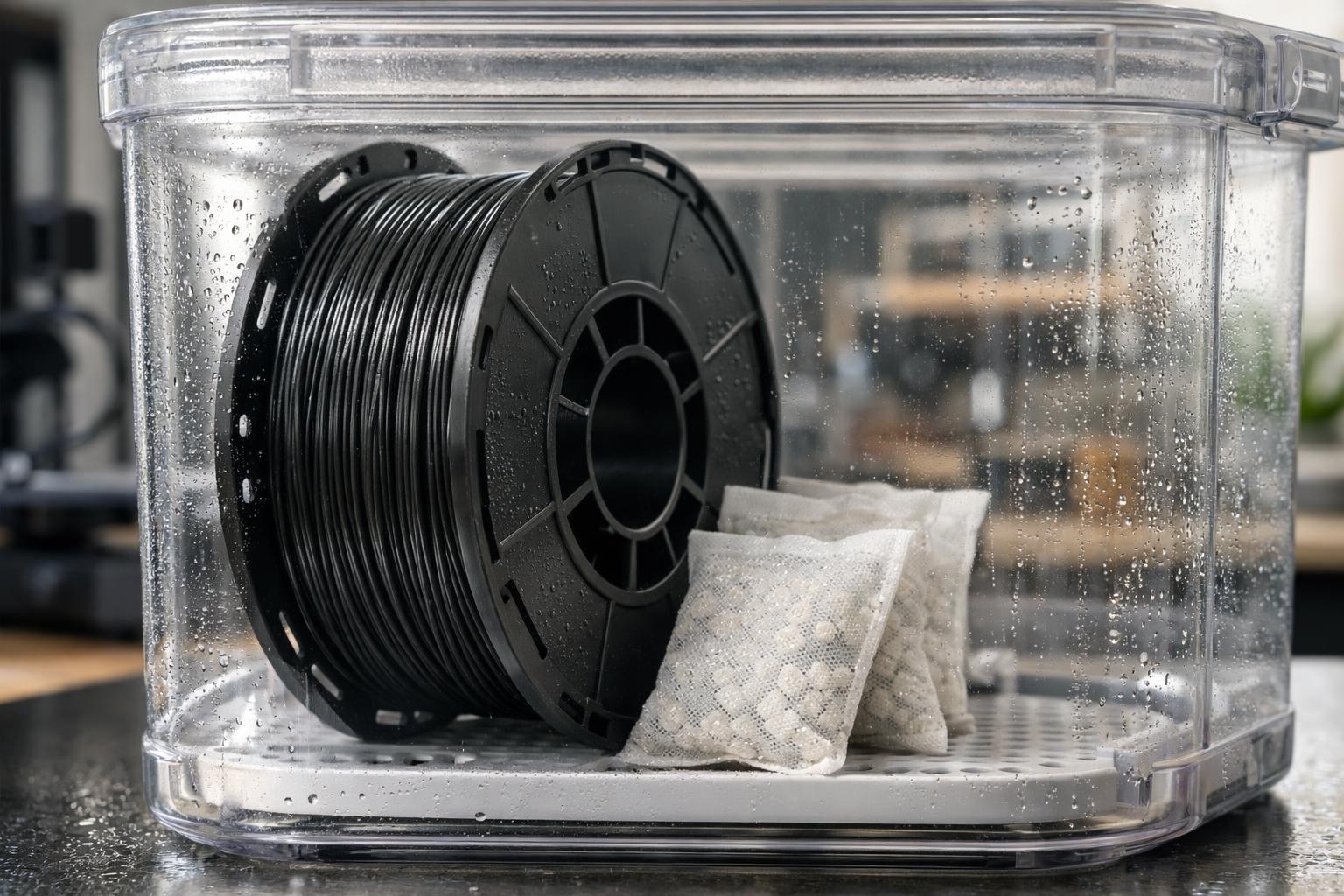
Минимальный набор
- герметичный контейнер или пакет с зип-замком
- силикагель (лучше с индикатором)
- отдельные пакеты для каждой катушки
Хорошая практика
- вакуумные пакеты для филамента
- регенерация силикагеля (просушка по инструкции производителя)
- отдельный “сухой бокс” для Nylon, TPU и растворимых поддержек
Ошибка, которая встречается чаще всего
Катушка лежит рядом с принтером “на полке”. В реальных условиях кухня, мастерская, подвал или производство дают влажность, при которой PETG или Nylon быстро становятся нестабильными.
Влияние влаги на качество 3D печати: кейсы по материалам
PLA
PLA относительно терпим, но при накоплении влаги появляются:
- легкое шипение
- пористость на верхних слоях
- ломкость тонких элементов
- Если печатаете декоративные модели, дефекты видны сразу. Для функциональных деталей проблема проявится в хрупкости.
PETG
Один из самых частых “пострадавших”:
- сильное стрингование
- пузырьки
- грязная поверхность и сопли
- PETG почти всегда выигрывает от регулярной сушки и хранения в контейнере с осушителем.
ABS/ASA
Влага влияет, но часто маскируется под “неправильную температуру”:
- ухудшение поверхности
- нестабильные стенки
- падение прочности
- Если к этому добавляется усадка и коробление, качество уходит резко.
Nylon (PA)
Материал может напитать влагу очень быстро. Симптомы:
- активное шипение
- пена и пористость
- сильное падение прочности
- Для Nylon почти всегда нужен сухой бокс во время печати.
TPU
Чувствителен к влаге и капризен в подаче:
- поверхность становится “рыхлой”
- нить экструдируется неравномерно
- появляются микропузыри
- Сушка пластика для 3D печати в случае TPU часто обязательна, иначе стабильности не будет.
Влага и литье пластика: почему появляются пузыри
На 3droom.pro мы занимаемся не только 3D-печатью, но и литьем пластика. И здесь влага также создает дефекты, особенно при работе с полиуретановыми составами, смолами и наполненными материалами.
Типовые проблемы:
- пузырьки в теле изделия
- “кипение” смеси при заливке
- плохая копируемость поверхности формы
- снижение прочности и точности
Причины часто следующие:
- влажный наполнитель (порошки, стеклосфера, древесные наполнители)
- сырая форма или холодная форма в сыром помещении
- неправильное хранение компонентов
- высокая влажность воздуха в зоне смешивания
Что помогает:
- хранение компонентов в герметике
- прогрев формы перед заливкой (если допускает материал)
- вакуумирование или дегазация смеси
- контроль влажности в помещении
Практический чек-лист перед печатью
- Катушка хранилась герметично с осушителем?
- Нет ли шипения и пузырьков при пробной экструзии?
- Если материал PETG, Nylon, TPU - лучше сушить заранее.
- Если печать длительная - печатайте из сухого бокса.
- После сушки сразу уберите катушку в герметик, если не печатаете.
Когда выгоднее заказать печать, чем бороться с влагой
Если деталь нужна “в размер”, с красивой поверхностью и повторяемостью, влажность материала и условия хранения становятся критичными. Особенно это касается:
- серийных изделий
- функциональных деталей под нагрузку
- корпусов и посадочных мест
- деталей для последующего литья и формовки
На 3droom.pro мы подбираем материал под задачу, контролируем подготовку пластика, режимы печати и постобработку, а при необходимости предлагаем литье пластика для тиражирования. Это экономит время и снижает риск брака, когда изделие нужно не “попробовать”, а получить результат.
FAQ
Можно ли печатать влажным PLA “и так сойдет”?
Иногда можно, но качество поверхности и прочность будут хуже, а стабильность пропадет. Для ответственных деталей лучше сушить.
Сколько держится эффект после сушки?
Зависит от материала и условий. PETG и PLA могут “прожить” дольше, Nylon и TPU часто начинают набирать влагу уже в течение дня при высокой влажности.
Силикагель реально помогает?
Да, если контейнер герметичный, а силикагель свежий или регенерированный. В открытом контейнере эффект слабый.




