




Изготовление пластиковых муфт гранулятора: как выбрать материал и сделать деталь, которая ходит долго
Муфта в грануляторе нужна, чтобы передавать крутящий момент от привода к рабочему узлу и при этом сглаживать удары, вибрации и небольшие несоосности. В реальной эксплуатации гранулятор работает не в “лабораторном” режиме: пуски под нагрузкой, рывки, попадание твердых включений, неидеальная центровка после обслуживания. Поэтому именно муфта часто становится расходником, который защищает редуктор, подшипники и вал от перегрузок.
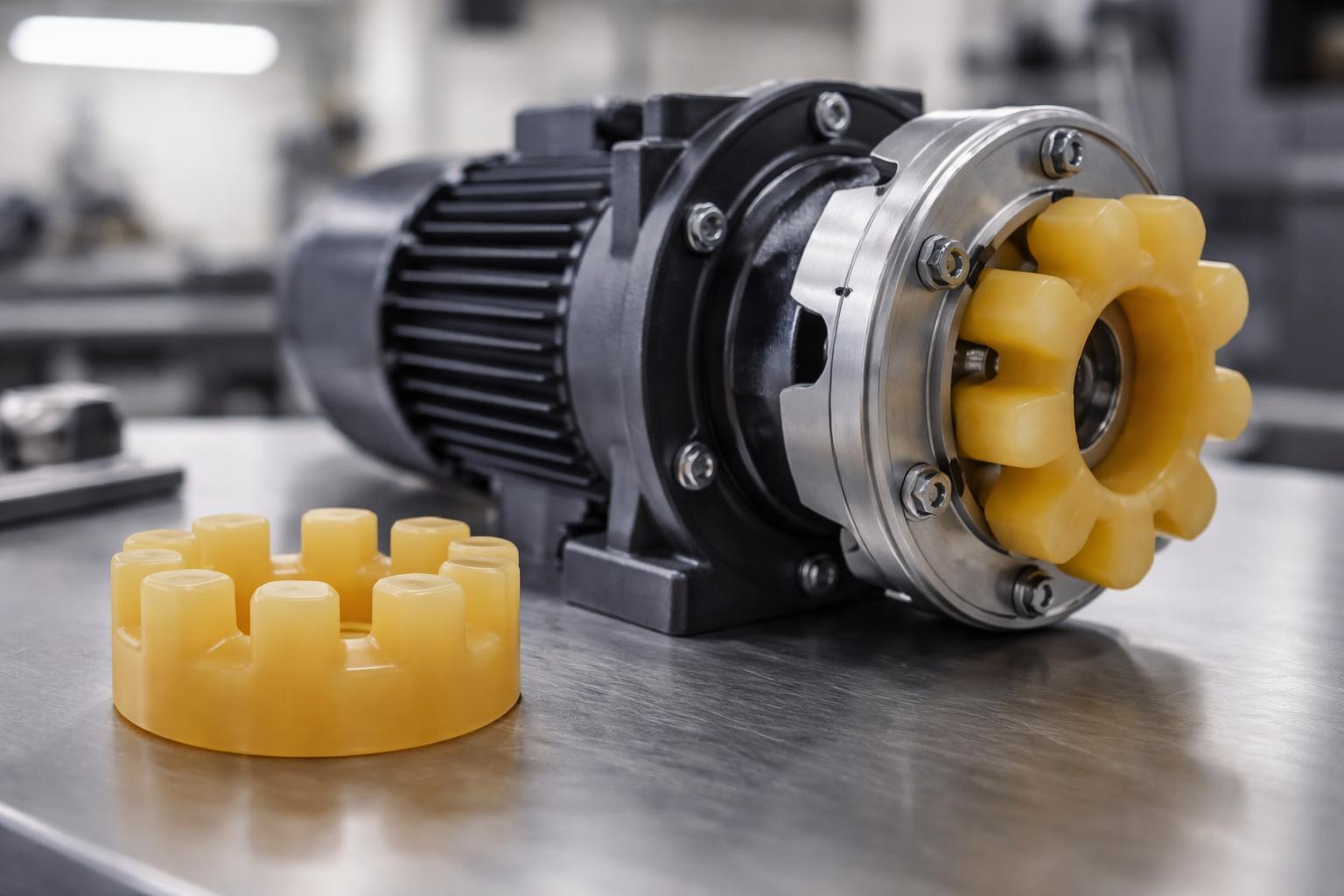
Пластиковые и полимерные муфты, а также эластомерные вставки в муфтах ценят за демпфирование и износостойкость. Для многих типов эластичных муфт производители прямо указывают задачи: передача момента, гашение вибраций и ударов, работа на усталость, а в качестве материалов часто используются TPU, резина и нейлон.
Ниже разберем, когда оправдано изготовление пластиковых муфт гранулятора, какие материалы выбирать, и почему 3D печать и литье пластика отлично закрывают задачу ремонта, замены и мелкосерийного производства.
Где в грануляторе стоит муфта и почему она изнашивается
Гранулятор пластика (его еще называют измельчителем пластика) используется для уменьшения размера пластиковых отходов и производственных остатков. В конструкции обычно есть привод, вал(ы), ротор с ножами или режущим блоком, а также элементы передачи момента. Муфта оказывается “между” двигателем, редуктором и рабочим валом, и принимает на себя:
- ударные нагрузки при захвате материала
- пусковые перегрузки
- микровибрации и резонансы
- перекосы и неидеальную соосность узлов
- периодические перегревы (если вентиляция и режим реза не идеальны)
Если муфта сделана из жесткого материала без демпфирования, то удар уходит дальше по кинематической цепочке. Если муфта слишком мягкая, деталь начинает “жить своей жизнью”: повышенный люфт, быстрый износ посадок, нагрев, проворачивание.
Какие бывают пластиковые муфты гранулятора
Под запрос “пластиковые муфты гранулятора” обычно попадают три сценария:
- Полностью полимерная муфта
- Деталь целиком из инженерного пластика или полиуретана. Подходит, когда важны коррозионная стойкость, демпфирование, меньшая масса и нет экстремальных температур.
- Эластомерная вставка (звездочка, втулка, буфер)
- Металлические полумуфты остаются штатными, а заменяется полимерная вставка. Часто это самый быстрый и экономичный ремонт.
- Пластиковая втулка, адаптер или муфта-удлинитель
- Когда нужно восстановить посадку, компенсировать износ, сделать переходник, заменить редкую деталь, которую сложно купить.
Во всех случаях ключевое не “название”, а параметры: посадки, твердость, стойкость к износу, температурный режим и допустимый крутящий момент.
Пластик или полиуретан: что дает полимерная муфта
Полимеры берут не ради экономии “любой ценой”, а ради свойств:
- Демпфирование и снижение ударов: муфта гасит пиковые нагрузки и вибрации
- Защита узлов: муфта выступает как предохранительный элемент
- Тихая работа: меньше шума и дрожи по корпусу
- Стойкость к влаге и коррозии: актуально для влажных цехов, моек, агрессивной пыли
- Быстрая замена: особенно если есть готовый файл/форма и можно быстро повторить деталь
При этом важно помнить: гранулятор может работать по разным материалам, а режимы реза меняют нагрузку радикально. Поэтому универсальной “лучшей” муфты нет, есть правильно подобранная под условия.
Материалы для изготовления: что выбрать под ваш режим
Ниже практичная логика подбора. Точный выбор зависит от вашего гранулятора и условий.
TPU и полиуретан (литой или печатный)
Если нужна эластичность, гашение ударов и хорошая работа на износ, часто выбирают полиуретан или TPU. Для промышленных эластичных муфт производители отдельно подчеркивают такие свойства, как упругость, износостойкость и усталостная долговечность, а также функцию виброгашения и ударопоглощения.
Подходит для вставок и деталей, где нужен “резиновый” характер работы, но с более высокой стойкостью.
Полиамид (нейлон, PA)
Хорош для прочных деталей с повышенной износостойкостью. Важно учитывать влагопоглощение (оно влияет на размеры) и режим температуры. PA часто выбирают, когда нужна прочность и ресурс, но демпфирование не является главным.
POM (ацеталь)
Часто берут для точных посадок и деталей с низким трением. Там, где важна геометрия и стабильность размеров.
Другие инженерные пластики
Иногда разумны PETG/ABS для прототипов и проверки посадок, но для постоянной работы гранулятора обычно нужны более стойкие материалы (особенно к удару и износу).
Технологии изготовления на 3droom.pro
Мы работаем в двух направлениях, которые идеально подходят под задачу “муфта нужна быстро, но надежно”.
1) 3D печать муфты гранулятора
3D печать полезна, когда:
- нужна деталь срочно, без ожидания поставки
- муфта редкая или снята с производства
- требуется прототипирование и быстрые итерации по посадкам
- нужна единичная деталь или малая серия
Плюс 3D печати в том, что можно быстро исправить размеры, добавить усиления, изменить геометрию под реальную посадку. Если задача именно “муфта гранулятора на заказ”, печать часто закрывает первый этап: проверили посадку и работоспособность, потом при необходимости переходим к более тиражной технологии.
2) Литье пластика для муфт и вставок
Литье подходит, когда:
- нужна повторяемость и более стабильная структура материала
- требуются десятки и сотни одинаковых вставок
- важна высокая стойкость к удару и усталости (часто актуально для полиуретана)
Частый практичный сценарий: делаем точную мастер-модель (например, печатью), затем изготавливаем форму и отливаем партию. Это дает баланс по цене и ресурсу.
Как подготовить ТЗ, чтобы муфта встала с первого раза
Чтобы изготовление пластиковых муфт гранулятора прошло без лишних итераций, лучше сразу собрать минимум данных:
Фото узла и старой детали. С разных ракурсов + линейка в кадре.
Посадки и сопряжения
Посадки и сопряжения
- диаметр вала
- тип посадки (плотная/скользящая)
- шпонка/шлицы (если есть) и размеры
- длина посадочной части
- наличие стопорных винтов и их размер
Рабочие условия
- примерный режим работы (сколько часов в день)
- что гранулируете (тип пластика/сырья и наличие твердых включений)
- есть ли ударные пуски или частые остановки
- температура в зоне муфты
- есть ли пыль, влага, масло
Причина замены. Стерлась? Лопнула? Провернуло? Разбило посадку? По характеру поломки часто видно, что именно нужно усилить: материал, твердость, ребра, посадку, фиксацию.
Контроль качества: что проверяем перед установкой
Перед отправкой и установкой важно:
- проверка геометрии и посадок по ключевым размерам
- контроль поверхности и отсутствия трещин/раковин (для литья)
- пробная сборка (если есть ответная часть или шаблон)
- рекомендации по установке: момент затяжки, допуски по соосности, необходимость фиксатора резьбы
Типовые ошибки при выборе и как их избежать
Ошибка 1: “Сделайте как было” без учета причины поломки
Если старую деталь рвет или проворачивает, повтор геометрии не решит проблему. Нужно понять, что стало первопричиной: несоосность, перегрузка, износ посадки, неправильная твердость.
Ошибка 2: Слишком мягкий материал
Да, вибрации меньше, но растет люфт и нагрев. В итоге муфта “съедается” быстрее.
Ошибка 3: Слишком жесткий материал
Муфта перестает быть защитой и начинает передавать удар дальше.
Ошибка 4: Неправильная посадка
Слабая посадка дает проворот, слишком плотная дает монтажные повреждения и напряжения в материале.
Когда выгодно заказывать, а не искать готовую
Заказ оправдан, если:
- деталь редкая или поставка долгая
- гранулятор простаивает, а муфта нужна быстро
- хочется усилить конструкцию под ваш режим, а не ставить “как в каталоге”
- нужно сразу несколько одинаковых вставок в запас
Именно здесь “муфта гранулятора на заказ” дает практический эффект: меньше простоя, больше ресурса, понятный повтор по файлу или форме.
Итог
Если вам нужна замена или изготовление пластиковых муфт гранулятора, чаще всего задача решается через две технологии: 3D печать для быстрого восстановления и отработки геометрии, затем литье пластика для партии и максимальной повторяемости. Главное, правильно подобрать материал и снять размеры с учетом причин износа.




